 NC指令代码培训教材.doc
NC指令代码培训教材.doc
- 文档编号:1221920
- 上传时间:2023-04-30
- 格式:DOC
- 页数:4
- 大小:193.50KB
NC指令代码培训教材.doc
《NC指令代码培训教材.doc》由会员分享,可在线阅读,更多相关《NC指令代码培训教材.doc(4页珍藏版)》请在冰点文库上搜索。
CNC常用指令代码实用教材
一.常用M代码
1.M00、M01、M02、M30之区别
均为程序结束指令,但M01必须在机台OSP功能开关开启方有效,M00、M01生效后机台程序暂停执行,按STAR键可继续向后执行,M30则为程序结束执行后程序将回到开始。
2.M98/M99/G65/G66/G67
l子程序呼叫指令格式:
M98P_H_L_;
L:
子程序重复执行次数(当L省略时视同L1子程序执行一次)。
H:
指定子程序中,开始执行的单节号码(当H省略时,子程序从最前头的单节开始执行)。
P:
指定子程序的程序号码(当P省略时,指定程序本身,且只于记忆运转或MDI运转模式时)。
lM89为子程序调用指令,出现于主程序中,后接PXXXX指明调用XXXX号子程序
lM99位于子程序尾,执行后结束子程序回主程序运行所对应之M89后各单节指令
直接调用子程序执行完M99时,机台将回到子程序头循环执行该子程序
l主程序中M99;使用时,程序执行M99后,回至主程序的开头。
(MDI亦同)
l下述的命令动作相同,各G码对应的命令可由参数设定。
a︰M98P△△△△;
b︰G65P△△△△△<自变量>;
c︰G66P△△△△△<自变量>;G66呼叫后必须用G67取消;
lM98指令与G65指令的相异处
1)G65指令可以指定自变量,但是M98不可以指定自变量。
2)M98可以指定顺序号,但是G65,G66,G66.1不可以指定顺序号。
3)M98指令在M98单节中,执行M,P,H,L以外的指令后执行子程序,但G65不执行任何
指令而转向子程序。
4)M98的单节中含有O,N,P,H,L以外的地址时,单节停止执行,G65的无单节停止。
5)M98的呼叫层数与G65,G66,G66.1相合最大为8层,G65与G66,G66.1相合最大为4层。
3.M29刚性攻牙指令中详述
4.M19主轴定位指令。
自动换刀时主轴必须先作定位。
高光产品时为保证产品每次加工时刀纹一致或镗孔时防止进/退刀划伤孔内壁,需用其作主轴定向。
5.M3/M4/M5主轴正/反转/停转,由于机台默认为正转(M3),当采用左旋刀具时需加M4
6.M7/M8/M9M7、M8可同开,但均会被M9关闭
二.S、T代码(略)
三.常用G代码
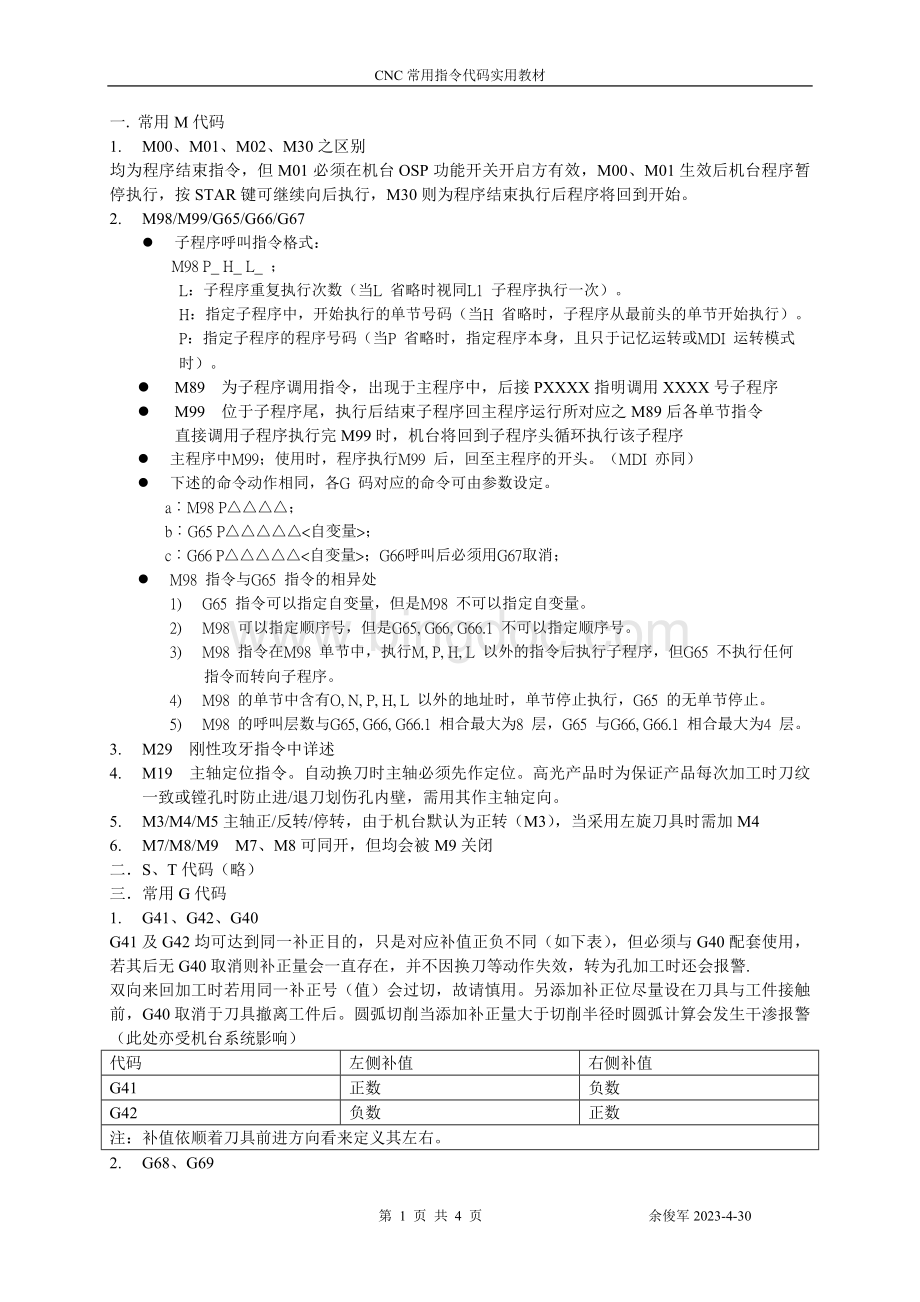
1.G41、G42、G40
G41及G42均可达到同一补正目的,只是对应补值正负不同(如下表),但必须与G40配套使用,若其后无G40取消则补正量会一直存在,并不因换刀等动作失效,转为孔加工时还会报警.
双向来回加工时若用同一补正号(值)会过切,故请慎用。
另添加补正位尽量设在刀具与工件接触前,G40取消于刀具撤离工件后。
圆弧切削当添加补正量大于切削半径时圆弧计算会发生干渗报警(此处亦受机台系统影响)
代码
左侧补值
右侧补值
G41
正数
负数
G42
负数
正数
注:
补值依顺着刀具前进方向看来定义其左右。
2.G68、G69
G68XaYbR_;(XaYb)为旋转心绝对坐标,R接正值为右旋,负值为左旋,需用G69取消
3.G81、G83、G84、G74、G80、G98/G99
依次为点钻、啄钻、右攻牙、左攻牙、孔加工循环取消;
l啄钻一孔时Q值与啄钻次数N计算法:
N={|Z-R|/Q}进位至整数值;
l采用G99时加工完该孔后刀具将退回到R值位;
l采用G99时加工完该孔后刀具将退回到钻孔循环指令前一Z值位;
l部分三菱系统支持在标准攻牙时采用啄式攻牙及不同的进退速度,格式如下:
G98/G99G84X_Y_Z_R_Q_F_S1_,S2_;
注:
S1_,S2_分别指攻牙与退刀速度
F为所攻牙之牙矩,攻牙速度受S控制,且此时操作面板上之转速控制钮失效。
l刚性攻牙格式:
M29S_;
G98/G99G84X_Y_Z_R_F_;F值为攻牙速度,牙矩=F/S
G80;
l为改善加工孔之内壁光洁度或垂直度及微量加大孔径可采用孔底自动暂停,如:
G98/G99G81X_Y_Z_R_F_P2000;P2000指孔底暂停2秒
4.G00、G01、G02、G03、G04
lG00快速进给,三菱系统受参数2001设定控制,mm/分。
lG01直线插补加工。
lG02/G03顺时针/逆时针圆弧补间。
格式为:
G02/G03X_Y_Z_R_F_;
G02/G03X_Y_Z_I_J_K_F_;
G02/G03X_Y_Z_I_J_P_F_;
G02/G03I_/J_F_;平面全圆加工
注:
X_Y_Z_为圆弧加工终点刀具所处位置;
R为圆弧半径,且正值指弧心角小于1800,负值则指弧心角大于1800;
I_J_K_则代表圆弧所对应之圆心坐标,I、J其中之一不指定则指值为0,
圆弧中心坐标值必须使用从始点起的增量指令;
仅部分三菱系统采用P_可实现螺旋线切削,下刀点应在圆弧上。
若底层需为平面时,还需另加一圈收平。
每圈下切削深度为:
(Z0-Z_)/P_Z0为下刀前深度
l当圆弧的终点与起点重合时,终点坐标可以不指定,且用I,J和K指定圆心坐标,
此时所指定的(真圆),可做360o的圆弧切削。
l始点半径与终点半径不在同一圆弧上时,造成下列的情况。
¬当误差△R值大于参数#1084RadErr设定值时,在圆弧起点产生程序错误“P70”。
误差△R在参数设定值以下时,以涡旋形补间向指令终点移动。
参数设定范围为0.001∼1.000(mm)。
lR与圆心及起始点的关系如上图。
l指定的圆弧补间指令,必须满足下列条件:
L/2£r
如果(L2-r)≧(参数︰#1084RadErr)则产生错误。
式中L为圆弧起点与终点的直线。
l同一单节中,R半径及I,J(K)同时指定时,R指定圆弧指令优先,真圆指令(始点与终点一致)时,请用I,J(K)指定圆弧指令。
(因为以R指定时,执行立即完了,无动作发生)。
平面选择与I,J,K指定圆弧指令相同。
lG04暂停指令,用法如示例:
G04X5000;⋯⋯⋯⋯⋯⋯暂停时间5秒
G04P5000;⋯⋯⋯⋯⋯⋯暂停时间5秒
G04X5.;⋯⋯⋯⋯⋯⋯暂停时间5秒
5.G10刀补/座标等设定
l工件坐标系输入格式
G90/G91G10L2P_Xp_Yp_Zp;
(注)G91模式时,补正量为增量值,程序执行时,补正量累积加算。
所以,在G10指令前的G90或G91模式需注意。
P值为0指设定外部工件坐标,1~6则依次指设定G54~G59座标系,P为0~6以外之数字时,P之值视为1。
当P省略时,视为现在选择中的工件坐标补正量输入。
l刀具补正输入格式
G10L10P_R_;长补正形状补正
G10L11P_R_;长补正磨耗补正
G10L12P_R_;径形状补正
G10L13P_R_;径磨耗补正
6.G52局部坐标系设定
l机能及目的
在G54~G59的各工件坐标系上可以用G52指令,指定局部坐标系的程序原点。
G52指令可以取代G92指令﹐用来指定加工程序的原点与工件株点的偏移量。
l
(2)指令格
G54(G54–G59)G52Xx1Yy1Zz1αα1;(α表示附加轴)
lG52指令指定后在下一G52指令指定前保持有效。
且G52指令指定时不产生移动。
lG52指令可以不改变工件坐标系(G54~G59)而可以任意再设定加工的坐标系。
l电源投入后,参考原点复归及挡块式手动参考原点复归时局部坐标系被取消。
l(G54~G59)G52X0Y0Z0α0;可取消局部坐标系。
l绝对值模式(G90)时的坐标指令会向局部坐标系的位置移动。
第4页共4页 余俊军2023-4-30


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- NC 指令 代码 培训教材
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
铸造焦炭.docx
-
数据库实验报告资料.docx
-
数字人事题库.docx
-
水电站厂房.docx
-
水暖工程施工方案.docx
-
私拉电线整改措施.docx
-
四年级上册数学应用题解答问题专题练习附答案.docx
-
苏教版三年级科学下册教案.docx
-
算好廉政勤政七笔帐.docx
-
探索规律教学设计.docx
-
体操活动方案.docx
-
调研报告.docx
-
通达信COST成本函数COST和WINNER相关指标.docx
-
统编版语文五年级下册课本课后习题参考答案转发收藏.docx
-
图书室活动方案.docx
-
土力学名词解释.docx
-
托幼机构卫生保健十项制度.docx
-
外墙涂饰隐蔽工程验收记录.docx
-
完整版个人房屋租赁协议书.docx
