 车削切削用量选取参考表.doc
车削切削用量选取参考表.doc
- 文档编号:150374
- 上传时间:2023-04-28
- 格式:DOC
- 页数:7
- 大小:411.50KB
车削切削用量选取参考表.doc
《车削切削用量选取参考表.doc》由会员分享,可在线阅读,更多相关《车削切削用量选取参考表.doc(7页珍藏版)》请在冰点文库上搜索。
车削切削用量选取参考表
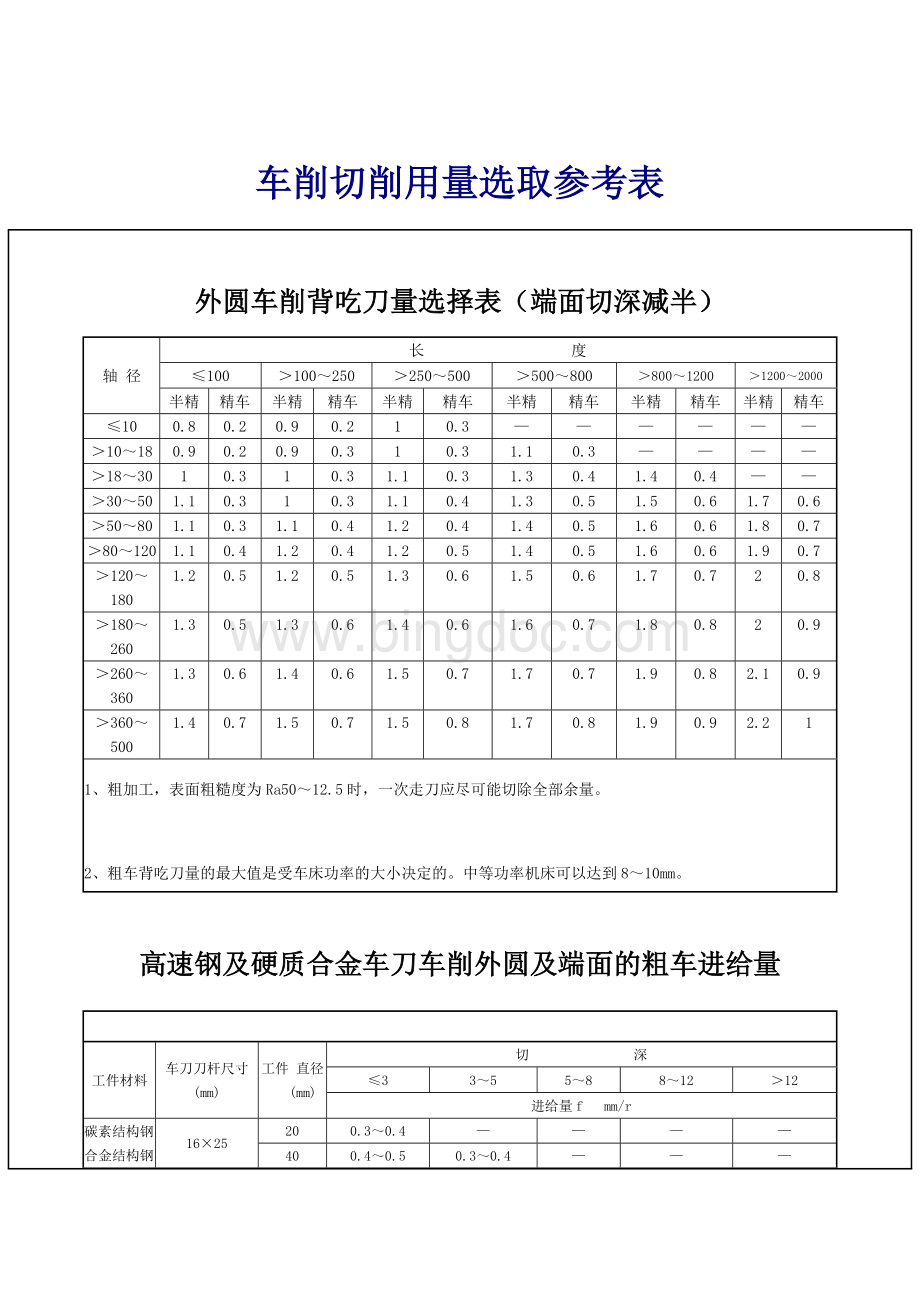
外圆车削背吃刀量选择表(端面切深减半)
轴径
长 度
≤100
>100~250
>250~500
>500~800
>800~1200
>1200~2000
半精
精车
半精
精车
半精
精车
半精
精车
半精
精车
半精
精车
≤10
0.8
0.2
0.9
0.2
1
0.3
—
—
—
—
—
—
>10~18
0.9
0.2
0.9
0.3
1
0.3
1.1
0.3
—
—
—
—
>18~30
1
0.3
1
0.3
1.1
0.3
1.3
0.4
1.4
0.4
—
—
>30~50
1.1
0.3
1
0.3
1.1
0.4
1.3
0.5
1.5
0.6
1.7
0.6
>50~80
1.1
0.3
1.1
0.4
1.2
0.4
1.4
0.5
1.6
0.6
1.8
0.7
>80~120
1.1
0.4
1.2
0.4
1.2
0.5
1.4
0.5
1.6
0.6
1.9
0.7
>120~180
1.2
0.5
1.2
0.5
1.3
0.6
1.5
0.6
1.7
0.7
2
0.8
>180~260
1.3
0.5
1.3
0.6
1.4
0.6
1.6
0.7
1.8
0.8
2
0.9
>260~360
1.3
0.6
1.4
0.6
1.5
0.7
1.7
0.7
1.9
0.8
2.1
0.9
>360~500
1.4
0.7
1.5
0.7
1.5
0.8
1.7
0.8
1.9
0.9
2.2
1
1、粗加工,表面粗糙度为Ra50~12.5时,一次走刀应尽可能切除全部余量。
2、粗车背吃刀量的最大值是受车床功率的大小决定的。
中等功率机床可以达到8~10mm。
高速钢及硬质合金车刀车削外圆及端面的粗车进给量
工件材料
车刀刀杆尺寸(mm)
工件直径 (mm)
切 深
≤3
3~5
5~8
8~12
>12
进给量f mm/r
碳素结构钢、合金结构钢、耐热钢
16×25
20
0.3~0.4
—
—
—
—
40
0.4~0.5
0.3~0.4
—
—
—
60
0.5~0.7
0.4~0.6
0.3~0.5
—
—
100
0.6~0.9
0.5~0.7
0.5~0.6
0.4~0.5
—
400
0.8~1.2
0.7~1
0.6~0.8
0.5~0.6
—
20×30 25×25
20
0.3~0.4
—
—
—
—
40
0.4~0.5
0.3~0.4
—
—
—
60
0.6~0.7
0.5~0.7
0.4~0.6
—
—
100
0.8~1
0.7~0.9
0.5~0.7
0.4~0.7
—
400
1.2~1.4
1~1.2
0.8~1
0.6~0.9
0.4~0.6
铸铁及铜合金
16×25
40
0.4~0.5
—
—
—
—
60
0.6~0.8
0.5~0.8
0.4~0.6
—
—
100
0.8~1.2
0.7~1
0.6~0.8
0.5~0.7
—
400
1~1.4
1~1.2
0.8~1
0.6~0.8
—
20×30 25×25
40
0.4~0.5
—
—
—
—
60
0.6~0.9
0.5~0.8
0.4~0.7
—
—
100
0.9~1.3
0.8~1.2
0.7~1
0.5~0.8
—
400
1.2~1.8
1.2~1.6
1~1.3
0.9~1.1
0.7~0.9
1、断续切削、有冲击载荷时,乘以修正系数:
k=0.75~0.85。
2、加工耐热钢及其合金时,进给量应不大于1mm/r。
3、无外皮时,表内进给量应乘以系数:
k=1.1。
4、加工淬硬钢时,进给量应减小。
硬度为HRC45-56时,乘以修正系数:
0.8,硬度为HRC57-62,乘以修正系数:
k=0.5。
按表面粗糙度选择进给量的参考值
工件材料
粗糙度等级(Ra)
切削速度(m/min)
刀尖圆弧半径
0.5
1
2
进给量f mm/r
碳钢及合金碳钢
10~5
≤50
0.3~0.5
0.45~0.6
0.55~0.7
>50
0.4~0.55
0.55~0.65
0.65~0.7
5~2.5
≤50
0.18~0.25
0.25~0.3
0.3~0.4
>50
0.25~0.3
0.3~0.35
0.35~0.5
2.5~1.25
≤50
0.1
0.11~0.15
0.15~0.22
50~100
0.11~0.16
0.16~0.25
0.25~0.35
>100
0.16~0.2
0.2~0.25
0.25~0.35
铸铁及铜合金
10~5
不限
0.25~0.4
0.4~0.5
0.5~0.6
5~2.5
0.15~0.25
0.25~0.4
0.4~0.6
2.5~1.25
0.1~0.15
0.15~0.25
0.2~0.35
注:
适用于半精车和精车的进给量的选择
车削切削速度参考数值表
加工材料
硬度
背吃刀量αp (mm)
高速钢刀具
硬质合金刀具
陶瓷(超硬材料)刀具
未涂层
涂层
v (m/min)
f(mm/r)
v(m/min)
f(mm/r)
材料
v(m/min)
f(mm/r)
v(m/min)
f(mm/r)
说明
焊接式
可转位
易切碳钢
低碳
100~200
1
55-90
0.18-0.2
185-240
220-275
0.18
YT15
320-410
0.18
550-700
0.13
切削条件好,可用冷压Al2O3陶瓷,较差时宜用Al2O3+TiC热压混合陶瓷。
下同。
4
41-70
0.4
135-185
160-215
0.5
YT14
215-275
0.4
425-580
0.25
8
34-55
0.5
110-145
130-170
0.75
YT5
170-220
0.5
335-490
0.4
中碳
175~225
1
52
0.2
165
200
0.18
YT15
305
0.18
520
0.13
4
40
0.4
125
150
0.5
YT14
200
0.4
395
0.25
8
30
0.5
100
120
0.75
YT5
160
0.5
305
0.4
碳钢
低碳
100~200
1
43-46
0.18
140-150
170-195
0.18
YT15
260-290
0.18
520-580
0.13
—
4
34-33
0.4
115-125
135-150
0.5
YT14
170-190
0.4
365-425
0.25
8
27-30
0.5
88-100
105-120
0.75
YT5
135-150
0.5
275-365
0.4
中碳
175~225
1
34-40
0.18
115-130
150-160
0.18
YT15
220-240
0.18
460-520
0.13
4
23-30
0.4
90-100
115-125
0.5
YT14
145-160
0.4
290-350
0.25
8
20-26
0.5
70-78
90-100
0.75
YT5
115-125
0.5
200-260
0.4
高碳
175~225
1
30-37
0.18
115-130
140-155
0.18
YT15
215-230
0.18
460-520
0.13
4
24-27
0.4
88-95
105-120
0.5
YT14
145-150
0.4
275-335
0.25
8
18--21
0.5
69-76
84-95
0.75
YT5
115-120
0.5
185-245
0.4
合金钢
低碳
125~225
1
41-46
0.18
135-150
170-185
0.18
YT15
220-235
0.18
520-580
0.13
4
32-37
0.4
105-120
135-145
0.5
YT14
175-190
0.4
365-395
0.25
8
24-27
0.5
84-95
105-115
0.75
YT5
135-145
0.5
275-335
0.4
中碳
175~225
1
34-41
0.18
105-115
130-150
0.18
YT15
175-200
0.18
460-520
0.13
4
26-32
0.4
85-90
105-120
0.4-0.5
YT14
135-160
0.4
280-360
0.25
8
20-24
0.5
67-73
82-95
0.5-0.75
YT5
105-120
0.5
220-265
0.4
高碳
175~225
1
30-37
0.18
105-115
135-145
0.18
YT15
175-190
0.18
460-520
0.13
4
24-27
0.4
84-90
105-115
0.5
YT14
135-150
0.4
275-335
0.25
8
17-21
0.5
66-72
82-90
0.75
YT5
105-120
0.5
215-245
0.4
高强度钢
225~350
1
20-26
0.18
90-105
115-135
0.18
YT15
150-185
0.18
380-440
0.13
>300HBS时宜用W12Cr4V5Co5及W2Mo9Cr4VCo8
4
15-20
0.4
69-84
90-105
0.4
YT14
120-135
0.4
205-265
0.25
8
12--15
0.5
53-66
69-84
0.5
YT5
90-105
0.5
145-205
0.4
高速钢
200~225
1
15--24
0.13-0.18
76-105
85-125
0.18
YW1,YT15
115-160
0.18
420-460
0.13
加工W12Cr4V5Co5等高速钢时宜用W12Cr4V5Co5及W2Mo9Cr4VCo8
4
12--20
0.25-0.4
60-84
69-100
0.4
YW2,YT14
90-130
0.4
250-275
0.25
8
9--15
0.4-0.5
46-64
53-76
0.5
YW3,YT5
69-100
0.5
190-215
0.4
不锈钢
奥氏体
135~275
1
18-34
0.18
58-105
67-120
0.18
YG3X,YW1
84-60
0.18
275-425
0.13
>225HBS时宜用W12Cr4V5Co5及W2Mo9Cr4VCo8
4
15-27
0.4
49-100
58-105
0.4
YG6,YW1
76-135
0.4
150-275
0.25
8
12--21
0.5
38-76
46-84
0.5
YG6,YW1
60-105
0.5
90-185
0.4
马氏体
175~325
1
20-44
0.18
87-140
95-175
0.18
YW1,YT15
120-260
0.18
350-490
0.13
>275HBS时宜用W12Cr4V5Co5及W2Mo9Cr4VCo8
4
15-35
0.4
69-15
75-135
0.4
YW1,YT15
100-170
0.4
185-335
0.25
8
12--27
0.5
55-90
58-105
0.5-0.75
YW2,YT14
76-135
0.5
120-245
0.4
灰铸铁
160~260
1
26-43
0.18
84-135
100-165
0.18-0.25
YG8,YW2
130-190
0.18
395-550
0.13-0.25
>190HBS时宜用W12Cr4V5Co5及W2Mo9Cr4VCo8
4
17-27
0.4
69-110
81-125
0.4-0.5
105-160
0.4
245-365
0.25-0.4
8
14-23
0.5
60-90
66-100
0.5-0.75
84-130
0.5
185-275
0.4-0.5
可锻铸铁
160~240
1
30-40
0.18
120-160
135-185
0.25
YW1,YT15
185-235
0.25
305-365
0.13-0.25
—
4
23-30
0.4
90-120
105-135
0.5
YW1,YT15
135-185
0.4
230-290
0.25-0.4
8
18-24
0.5
76-100
85-115
0.75
YW2,YT14
105-145
0.5
150-230
0.4-0.5
铝合金
30~150
1
245-305
0.18
550-610
max
0.25
YG3X,YW1
—
—
365-915
0.075-0.15
金刚石刀具
αp=0.13-0.4
4
215-275
0.4
425-550
0.5
YG6,YW1
245-760
0.15-0.3
αp=0.4-1.25
8
185-245
0.5
305-365
1
YG6,YW1
150-460
0.3-0.5
αp=1.25-3.2
铜合金
1
40-175
0.18
84-345
90-395
0.18
YG3X,YW1
—
—
305-1460
0.075-0.15
金刚石刀具
αp=0.13-0.4
4
34-145
0.4
69-290
76-335
0.5
YG6,YW1
150-855
0.15-0.3
αp=0.4-1.25
8
27-120
0.5
64-270
70-305
0.75
YG8,YW2
90-550
0.3-0.5
αp=1.25-3.2
钛合金
300~350
1
12--24
0.13
38-66
49-76
0.13
YG3X,YW1
—
—
—
—
高速钢采用W12Cr4V5Co5及W2Mo9Cr4VCo8
4
9--21
0.25
32-56
41-66
0.2
YG6,YW1
8
8--18
0.4
24-43
26-49
0.25
YG8,YW2
高温合金
200~475
0.8
3.6-14
0.13
12-49
14-58
0.13
YG3X,YW1
—
—
185
0.075
立方氮化硼刀具
2.5
3--11
0.18
9-41
12-49
0.18
YG6,YW1
135
0.13
外圆车削时切削速度公式中的系数和指数选择表
加工材料
加工形式
刀具材料
进给量
(mm/r)
公式中的系数和指数
CV
XV
yV
m
碳素结构钢σb=0.65GPa
外圆纵车
(Kr>0°)
YT15
(不用切削液)
f≤0.3
291
0.15
0.20
0.20
f≤0.7
242
0.15
0.35
0.20
f>0.7
235
0.15
0.45
0.20
外圆纵车
(Kr>0°)
高速钢
(不用切削液)
f≤0.25
67.2
0.25
0.33
0.125
f>0.25
43
0.25
0.66
0.125
外圆纵车
(Kr=0°)
YT15
(不用切削液)
f≥αp
198
0.30
0.15
0.18
f>αp
198
0.15
0.30
0.18
切断及切槽
YT5(不用液)
38
0.80
0.20
切断及切槽
高速钢(用液)
21
0.66
0.25
成型车削
高速钢(用液)
20.3
0.50
0.30
耐热钢1Cr18Ni9Ti 141HB
外圆纵车
YG8(不用液)
110
0.2
0.45
0.15
高速钢(用液)
31
0.2
0.55
0.15
淬硬钢HRC50
σb=1.65GPa
外圆纵车
YT15
(不用切削液)
f≤0.3
53.3
0.18
0.40
0.10
灰铸铁190HB
外圆纵车
(Kr>0°)
YT15
(不用切削液)
f≤0.4
189.8
0.15
0.2
0.2
f>0.4
158
0.15
0.4
0.2
高速钢
(不用切削液)
f≤0.25
24
0.15
0.30
0.1
f>0.25
22.7
0.15
0.40
0.1
外圆纵车
(Kr=0°)
YG6
(用切削液)
f≥αp
208
0.4
0.2
0.28
f>αp
208
0.2
0.4
0.28
切断及切槽
YG6(不用液)
54.8
0.4
0.2
高速钢(不用液)
18
0.4
0.15
可锻铸铁
外圆纵车
YG8
(不用切削液)
f≤0.4
206
0.15
0.20
0.2
f>0.4
140
0.15
0.45
0.2
高速钢
(用切削液)
f≤0.25
68.9
0.2
0.25
0.125
f>0.25
48.8
0.2
0.5
0.125
切断及切槽
YG6(不用液)
68.8
0.4
0.2
高速钢(用液)
37.6
0.5
0.25
中等硬度非均质铜合金 100~140HB
外圆纵车
高速钢(不用液)
f≤0.2
216
0.12
0.25
0.28
f>0.2
145.6
0.12
0.5
0.28
硬青铜
200~240HB
外圆纵车
YG8(不用液)
f≤0.4
734
0.13
0.2
0.2
f>0.4
648
0.2
0.4
0.2
铝硅合金及铸铝合金
外圆纵车
YG8(不用液)
f≤0.4
388
0.12
0.25
0.28
f>0.4
262
0.12
0.5
0.28
注:
1、内表面加工(镗孔、孔内切槽、内表面成形车削)时,用外圆加工的车削
速度乘以系数0.9。
2、用高速钢车刀加工结构钢、不锈钢及铸钢,不用切削液时,车削速度乘以
系数0.8。
3、用YT车刀对钢件切断及切槽使用切削液时,车削速度乘以系数1.4。
4、成形车削深轮廓及复杂轮廓工件时,切削速度乘以系数0.85。
5、用高速钢车刀加工热处理钢件时,车削速度应减少:
正火,乘以系数0.95;
退火,乘以系数0.9;调质,乘以系数0.8。
6、加工钢和铸铁的机械性能改变时,车削速度的修正系数kMv可按表《钢和铸铁的强度和硬度改变时车削速度的修正系数kM》计算。
7、其他加工条件改变时,车削速度的修正系数见表《车削条件改变时的修正系数》。
车床切削速度计算表
加工材质
刀具材质
切削速度公式中系数和指数
工作材料修正系数
材质分类(钢或铁)
钢的强度或铸铁的硬度
CV
XV
yV
m
kMv1
kMv2
kMv3
kMv4
kMv5
1
1
1
291
0.15
0.2
0.2
0.65
0
0
0
0
工件最大 外圆直径 (mm)
刀具耐用度T(min)
速度计算的修正系数
切深αp (mm)
进给量f (mm/r)
kMv
ksv
kiv
kkr
k,krv
krεv
kBv
kkv
150
60
0.65
1
1
1
1
1
1
1
0.5
0.2
KV
Tm
αpxv
fyv
切削速度 v(m/min)
主轴转速(r/min)
0.65
2.27
0.90
0.72
128
270
注:
1、有批注的所有表格均需录入数据。
2、计算所得的切削速度需进一步与《切削速度参考表》进行比较、优化。
3、上述计算中:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 车削 切削用量 选取 参考
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
外研版中职国规英语教材基础模块第一册第5单元教材.docx
-
Jsp复习题.docx
-
linux安全配置规范.docx
-
完整word版使用sLORETA进行源定位.docx
-
完整版新人教版小学三年级英语下册第一单元教案.docx
-
完整小学英语单词分类大全可直接打印推荐文档.docx
-
网络工程课程设计.docx
-
微机原理课程设计实验教程.docx
-
卫星地球站作业指导书.docx
-
我的爸爸作文600字写人.docx
-
我心目中的英雄演讲稿我心中的英雄演讲稿200.docx
-
无线电通信波段划分.docx
-
推荐下载关于企业内部控制.docx
-
外貌描写作文10则10篇.docx
-
五年级下册数学第二单元知识点易错点汇总人教版.docx
-
完整word版高新技术企业立项决议及研究开发项目计划任务书版.docx
-
五一劳动节企业领导讲话稿.docx
-
物流师资格认证考试试题答案akj.docx
-
小二体育课全册教案ABC教育.docx
