 徕通慢丝线切割 加工参数025mm.docx
徕通慢丝线切割 加工参数025mm.docx
- 文档编号:15055641
- 上传时间:2023-06-30
- 格式:DOCX
- 页数:30
- 大小:31.45KB
徕通慢丝线切割 加工参数025mm.docx
《徕通慢丝线切割 加工参数025mm.docx》由会员分享,可在线阅读,更多相关《徕通慢丝线切割 加工参数025mm.docx(30页珍藏版)》请在冰点文库上搜索。
徕通慢丝线切割加工参数025mm
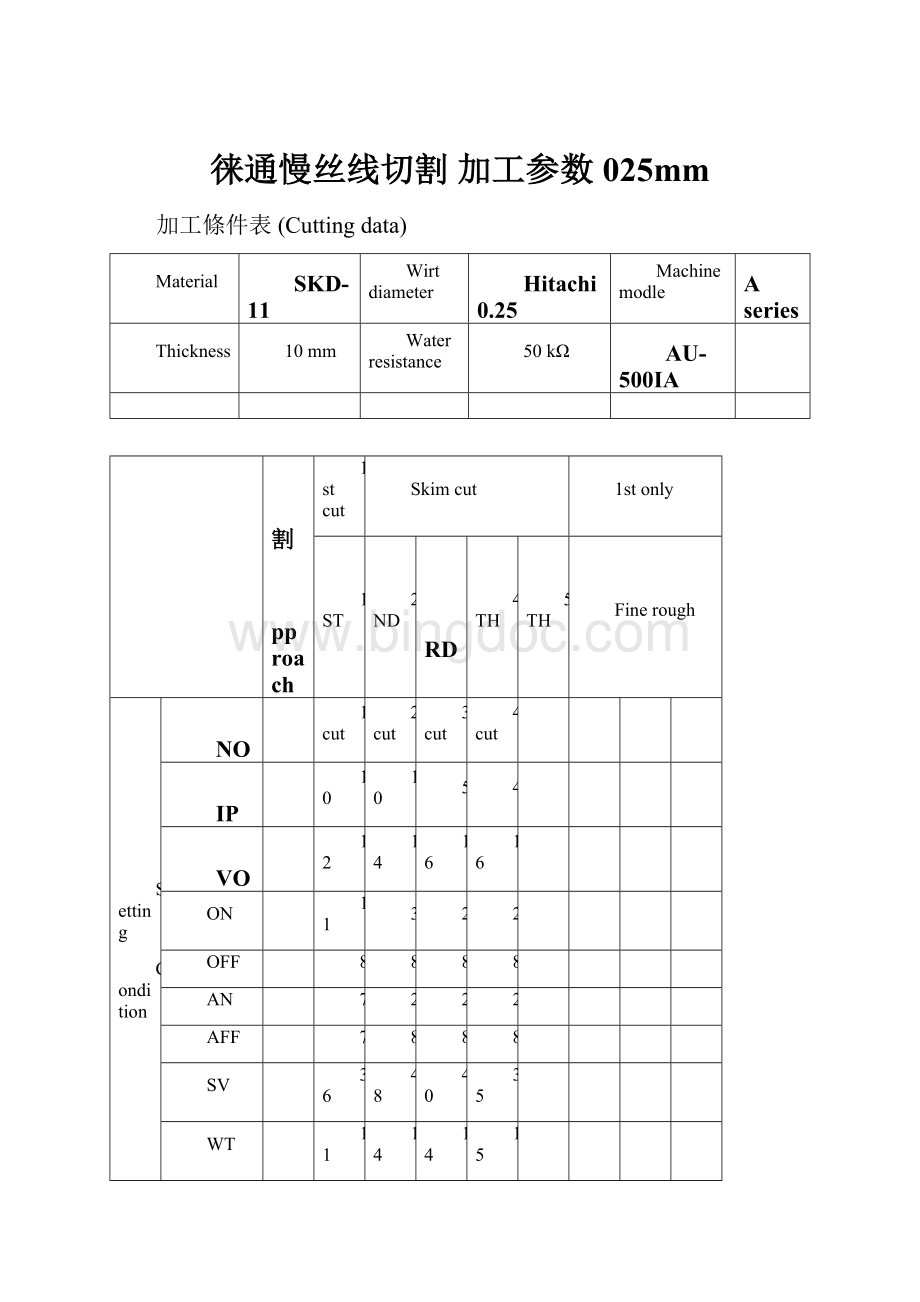
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
10mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
5
4
VO
12
14
16
16
ON
11
3
2
2
OFF
8
8
8
8
AN
7
2
2
2
AFF
7
8
8
8
SV
36
48
40
35
WT
11
14
14
15
WF
9
10
10
10
WA
5
1
1
1
FR%
100
100
100
100
F
10.0
20.0
25.
30.0
FT
M90
M90
M90
M90
SG
18
21
23
26
加工電壓
GapVoltage
41V
加工速度
FeedRate
8.8
14
16
24
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
160
188
200
203
Upto2ndcut
129
141
144
Upto3rdcut
132
134
Upto4thcut
130
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
20mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
5
4
VO
13
14
16
18
ON
12
3
3
2
OFF
9
8
8
8
AN
10
2
3
2
AFF
10
8
8
8
SV
37
48
40
35
WT
11
14
14
15
WF
9
10
10
10
WA
6
1
1
1
FR%
100
100
100
100
F
10.0
20.0
25.0
30.0
FT
M90
M90
M90
M90
SG
加工電壓
GapVoltage
41V
加工速度
FeedRate
5.8~6.0
12.5
13.0
21.0
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
165
188
200
202
Upto2ndcut
130
140
142
Upto3rdcut
130
132
Upto4thcut
130
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
30mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
5
4
VO
14
16
18
18
ON
13
3
3
2
OFF
9
10
10
8
AN
7
3
3
2
AFF
9
10
10
10
SV
37
46
40
35
WT
13
14
15
15
WF
10
10
11
11
WA
6
1
1
1
FR%
100
100
100
100
F
10.0
20.0
25.0
30.0
FT
M90
M90
M90
M90
SG
14
20
24
25
加工電壓
GapVoltage
38V
加工速度
FeedRate
5.4~6.0
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
167
189
201
203
Upto2ndcut
131
143
145
Upto3rdcut
133
135
Upto4thcut
133
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
40mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
6
4
VO
14
16
18
20
ON
13
4
3
3
OFF
7
10
8
10
AN
9
3
3
3
AFF
7
10
8
10
SV
38
45
40
35
WT
12
14
14
15
WF
10
10
10
11
WA
7
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
13
19
23
25
加工電壓
GapVoltage
40V
加工速度
FeedRate
3.2~3.6
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
169
191
200
203
Upto2ndcut
134
143
145
Upto3rdcut
133
135
Upto4thcut
133
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
50mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
4
VO
14
16
18
20
ON
13
3
3
3
OFF
7
9
8
8
AN
10
3
3
3
AFF
8
9
8
10
SV
38
48
42
37
WT
12
14
15
15
WF
10
11
12
12
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
13
19
23
24
加工電壓
GapVoltage
39V
加工速度
FeedRate
2.6~2.7
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
170
192
203
204
Upto2ndcut
134
145
146
Upto3rdcut
135
136
Upto4thcut
132
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
60mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
5
VO
15
16
18
20
ON
13
4
3
3
OFF
8
9
9
9
AN
10
3
3
3
AFF
8
9
9
9
SV
38
48
42
38
WT
12
14
15
15
WF
10
11
12
11
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
12
19
23
24
加工電壓
GapVoltage
39~40V
加工速度
FeedRate
2.58~2.6
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
173
192
203
204
Upto2ndcut
135
146
147
Upto3rdcut
136
137
Upto4thcut
134
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
70mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
5
VO
15
18
18
20
ON
13
4
3
3
OFF
9
9
9
9
AN
10
3
3
3
AFF
9
10
9
9
SV
38
48
42
38
WT
12
14
15
15
WF
10
11
12
11
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
12
19
22
24
加工電壓
GapVoltage
39~40V
加工速度
FeedRate
2.2~2.3
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
175
194
204
205
Upto2ndcut
136
146
147
Upto3rdcut
136
137
Upto4thcut
134
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
80mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
5
VO
16
18
18
20
ON
14
4
4
4
OFF
9
10
10
9
AN
9
4
3
3
AFF
10
10
10
10
SV
38
48
42
38
WT
12
14
15
15
WF
10
11
12
11
WA
8
1
1
1
FR%
100
100
100
100
F
10.0
15.0
20.0
25.0
FT
M90
M90
M90
M90
SG
11
18
21
23
加工電壓
GapVoltage
39V
加工速度
FeedRate
1.6~1.7
噴水壓力
Flush
Upper
Lower
面粗度(μmRa)
SurfaceRoughness
Offset
1ST
2ND
3RD
4TH
5TH
1CUTonly
177
195
205
208
Upto2ndcut
137
147
149
Upto3rdcut
137
139
Upto4thcut
137
Upto5thcut
備註
加工條件表(Cuttingdata)
Material
SKD-11
Wirtdiameter
Hitachi0.25
Machinemodle
Aseries
Thickness
90mm
Waterresistance
50kΩ
AU-500IA
起割
Approach
1stcut
Skimcut
1stonly
1ST
2ND
3RD
4TH
5TH
Finerough
Setting
Condition
NO
1cut
2cut
3cut
4cut
IP
10
10
7
VO
16
18
20
ON
14
4
4
OFF
10
10
10
AN
8
5
4
AFF
10
10
10
SV
38
48
42
WT
12
14
15
WF
10
12
12
WA
8
1
1
FR%


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 徕通慢丝线切割 加工参数025mm 徕通慢 丝线 切割 加工 参数 025 mm
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《草房子》教学设计.docx
《草房子》教学设计.docx
-
《耳鼻咽喉科学》教学目标和教学大纲.docx
-
《国际贸易》课后习题答案.docx
-
《财务报表分析》课后习题参考答案精选文档.docx
-
《斗鸡》大班教案.docx
-
《广东省省级财政性资金投资民用建筑项目管理暂行办法》粤府办4号.docx
-
《金融erp》实验报告模板格式1.docx
-
《漂亮老师与坏小子》读后感15篇.docx
-
《首尔大学韩国语》第二册.docx
-
《系统工程》复习资料.docx
-
《渔父》检测练习附参考答案.docx
-
《00152组织行为学》真题答案及解析.docx
-
《春》教学设计通用6篇.docx
-
《aftereffects》课程标准.docx
-
《大学英语三级单词》高频词.docx
-
《公共组织理论》教学大纲.docx
-
《建筑工程评估》课程设计.docx
-
《马克思主义基本原理概论》期末考试复习题.docx
-
《三字经》拼音注释完整版.docx
-
《我爸爸》小班语言教案.docx
-
《野望》《黄鹤楼》《使至塞上》知识练习题及古诗词鉴赏答题技巧.docx
-
0cf3aea5f56527d3240c844769eae009581ba2a1.docx
-
4P营销策略的运用doc.docx
-
7李商隐诗两首教学设计教案.docx
-
20XX年党支部工作报告决议工作报告doc.docx
-
28卸料平台方案工字钢悬挑要点.docx
-
110kVxx变电站扩建工程监理规划.docx
-
1999年考研英语真题阅读详解.docx
-
AP微积分BC选择题样卷一.docx
-
C++汽车租赁管理系统.docx
-
《初中语文个性化作业设计的实验和设计研究》课题开题报告.docx
-
《高速公路建设项目质量保证体系和质量保证措施》示例.docx
-
新版《建筑设计防火规范》强制性条文文档格式.docx
-
箱式变压器施工组织设计方案文档格式.docx
-
新北师大版三年级数学上册导学案Word格式文档下载.docx
-
消防安装工程检查验收记录文本交工资料表格1Word文件下载.docx
-
新高中历史第一单元4明清之际活跃的儒家思想学案新人教版必修3Word格式文档下载.docx
-
小儿紧张综合征辨治docWord文档格式.docx
-
新课标人教版三年级数学下册教案全册1Word文档格式.docx
-
小学班主任工作经验集20篇教学总结Word文档格式.docx
-
小学见习期工作总结Word格式文档下载.docx
-
新人教版八年级下册第五单元移步换景别有洞天Word文档下载推荐.docx
-
《包身工》必修一Word下载.docx
-
《初中数学ABC式分层教学实施策略研究》文档格式.docx
-
《古代小说戏曲专题》期末资料题XCWord文档下载推荐.docx
-
新译林版5a各单元知识点整理文档格式.docx
-
《妈妈睡了》教案5文档格式.docx
-
《人力资源管理概论》彭剑锋重点知识题目+解答版Word文件下载.docx
-
《苏东坡传》读后感Word文档下载推荐.docx
-
《舞龙》课的设计Word下载.docx
-
虚拟语气高考题Word文档格式.docx
