 FH公司线缆仓库布局优化方案设计Word下载.doc
FH公司线缆仓库布局优化方案设计Word下载.doc
- 文档编号:1535499
- 上传时间:2023-04-30
- 格式:DOC
- 页数:10
- 大小:336KB
FH公司线缆仓库布局优化方案设计Word下载.doc
《FH公司线缆仓库布局优化方案设计Word下载.doc》由会员分享,可在线阅读,更多相关《FH公司线缆仓库布局优化方案设计Word下载.doc(10页珍藏版)》请在冰点文库上搜索。
70124a
70127a
70125a
70128a
70127p
Q
36186.2
30313.2
30053.2
28597
26054
25762.2
23108
列8
列9
列10
列11
列12
列13
列14
70124p
70122p
70125p
70123p
70126a
70128p
70126p
21988.2
19234.8
17925
15741.6
13197
9920
7152
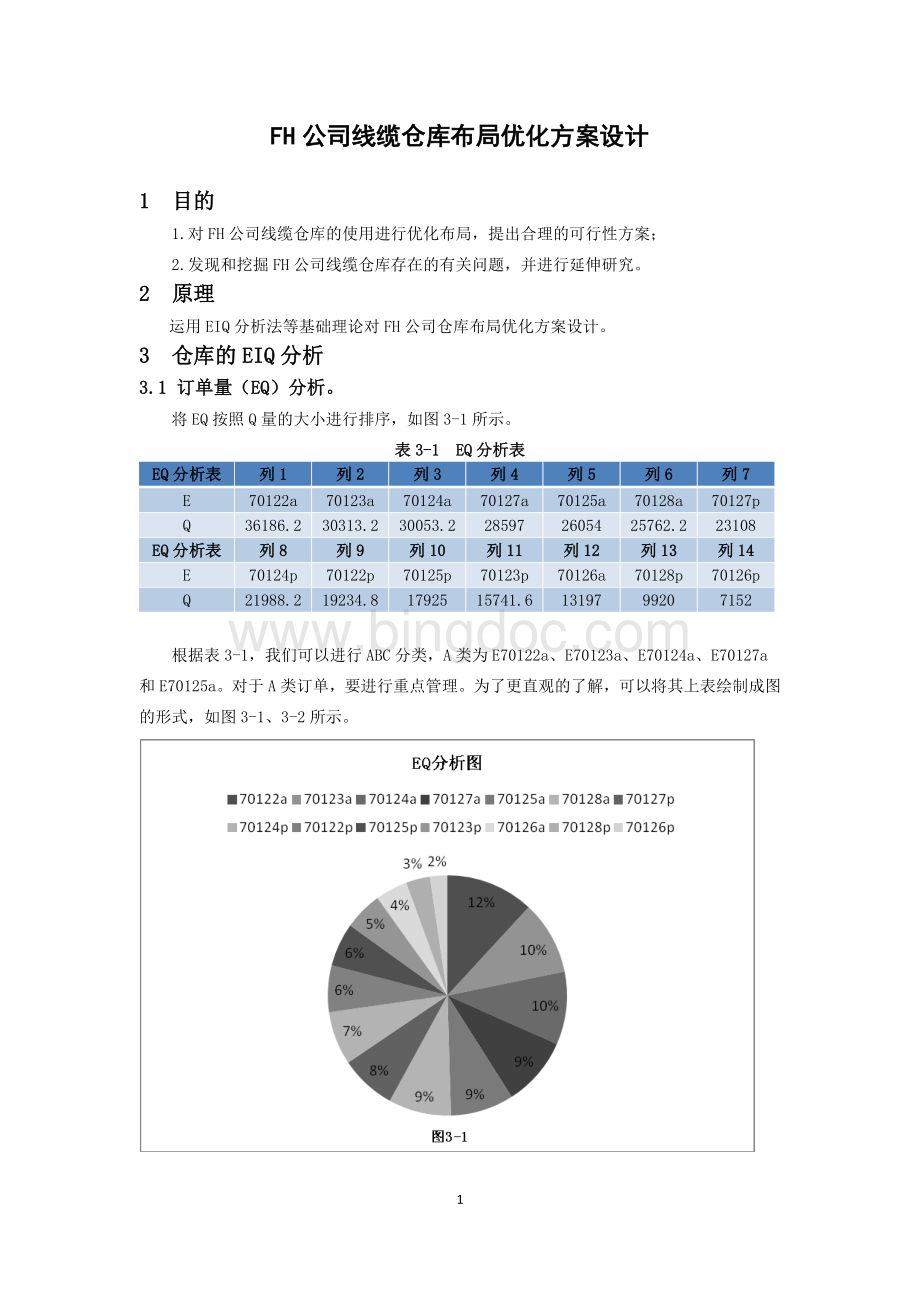
根据表3-1,我们可以进行ABC分类,A类为E70122a、E70123a、E70124a、E70127a和E70125a。
对于A类订单,要进行重点管理。
为了更直观的了解,可以将其上表绘制成图的形式,如图3-1、3-2所示。
依据EQ分布图的类型分析,其图标为一般物流配送中心常见模式,由于数量分布具有一定的两极化趋势,可利用ABC做进一步分类处理。
规划时可将订单作ABC分类,对于次数少数量大的订单可以作重点管理。
3.2品项数量(IQ)分析。
将IQ分析按照Q量的大小进行排序,如表3-2所示。
表3-2IQ分析表
IQ分析表
I
005
004
006
009
007
003
001
002
154800
40912
28898
23049
17285.6
16000
11050
6600
列15
012
013
015
011
010
014
008
4350
897.8
701
330
280
50
29
根据表3-2,同样要进行ABC分类,A类为I005。
这种货物的订货数量较大,应重点管理,保证其货源充足,定期查看库存,对于此货物不应出现缺货情况,另外,应尽量将此货物安放在出入口,以便加速货物流转,节省资源。
B类为IOO4、I006和I009。
对于此类货物,重视程度应该仅次于A类。
其余货物划分为C类。
对于此类货物,可允许偶尔缺货,重视程度次于A类和B类货物。
为了更直观的了解,可以将表3-2绘制成如下图3-3所示的形式。
从下图3-3中可以看出,IQ分布图类型为一般物流配送中心常见模式,由于分布趋两极化,可利用ABC作进一步分类。
规划时可将订单作ABC分类,将次数少数量大的订单作重点管理;
将产品分类以分区式存储,按各类产品存储单位、存货设定水平的不同,可分级使用拣货设备。
3.3订单品项数(EN)分析。
根据EN分析表(表3-3),可以看到单一订单的种类数波动很大,应适当采用批量拣取的分类作业方式来满足需求。
表3-3EN分析表
EN分析表
N
13
6
5
9
8
4
10
为了更直观的了解,以图3-4所示来展现。
从图3-4中可以看出,单一订单的出货种类数差别较大。
当货物类别数较多,累积出货类别数较总出货类别大出数倍且多于货物总类别数时,可以考虑以批量拣取方式作业。
3.4品项受订次数(IK)分析。
将IK分析按照K量的大小进行排序,如表3-4所示。
表3-4IK分析表
IK分析表
K
14
12
11
7
2
1
从表3-4中可以看出,对订货次数仍可以进行ABC分类,I005、I009、I006、I010和I004的订货次数较多,应计入A类,进行重点管理。
应将这5项置于较方便出货的位置,或者离出货口较近的位置,以缩短行走和搬运的距离和时间。
同样的为了更方便地认识,下面以绘图的方式表现出来,如图3-5所示。
从图3-5中可以看出,IK分布图为一般物流配送中心常见的模式,由于数量分布趋于两极化,可利用ABC分析法作进一步分类。
规划时可依产品分类划分储区及储位配置,A类可接近入口或便于作业的位置及楼层,以缩短行走距离,若货物种类多时可考虑作为订单分割的依据来分别拣货。
4仓库区现有布局数据及存在问题分析
4.1仓库区现有布局数据
FH公司线缆仓库布局数据如下图(图4-1仓库现有规划图)所示。
各项数据及参数均在图中明确标注。
图4-1仓库现有规划图
4.2仓库存在问题分析
FH公司线缆仓库从建厂到现在,非但没有随产能的增加而扩大,反而由于扩产占用了部分原有仓库位置。
仓储布局经过几年变化后显得凌乱、无序,仓库操作效率得不到有效的提高。
从FH公司仓库平面布置和它一周的订单情况看,存在如下几方面的问题。
(1)规划不合理,对于出货量大,出货频次高的货物位置摆放不当。
仓库布局中没有考虑到货物的出货量和出货频率,以及货物的外包装特点。
如013材料的出货量不到005材料的0.58%,但货物013的货位却比货物005更靠近出口,还有产品011、014、008的外包装规格一样,都属于小包装材料,但存放的距离相对较远。
(2)仓库基本采用平面布局,通道多,场地有限空间利用率低。
对于货物004、006、007都是标准托盘,货物011、014、008则是小件包装箱,平面布局堆积高度不易堆高,使得占用面积大,浪费资源。
(3)一段时间内订单中没有出现过,或不合格的货物没有尽快从仓库中退货、撤走,造成仓位的积压,占用场地。
5解决方案设计
运用EIQ分析法等基础理论,通过对订单数据信息进行订单量(EQ)分析、品项数量(IQ)分析、订单品项数(EN)分析、品项受订次数(IK)分析,对商品进行了ABC分类,即I005、I004、I006、I009为A类,I007、I003、I001为B类,余下为C类。
其中又将C类进行了更细致的分类,I002、I012以及不合格品为CA类,I010、I013、I015为CB类,I011、I014、I008为CC类。
此外,根据现有布局图并结合商品的性质、包装类型、存储方式等最终为FH公司线缆仓库布局设计了以下三种优化方案。
5.1方案一
方案相关介绍:
1.货物008、011、014外包装规格一样,都是小件包装箱,挨着墙角储存有利于其堆高,减少仓位占用面积,节约资源。
2.货物004、006、007都是标准托盘,货物存取依赖叉车,需要靠近通道。
将004、006、007安放于上图所示储位,满足其对通道的要求之外,还能节省出两个通道大约200多平方米的面积来进行货物存储,提高了仓位利用率。
3.方案一中不合格品的摆放较现有规划图中的摆放位置更靠近主通道,加速了不合格货物的退货、撤走,极大节省了仓位。
4.通道节约的仓位面积加上不合格品流转加速后所节省下来的仓位面积,用以对需求量相对较大的A类货物进行存储,极大提高了仓储利用率,创造了更多的经济效益。
5.此方案中在存取货物作业效率上存在一定的不足。
当货物004和006同时存取货物时,由于公用一个通道则会造成存取货物效率降低。
另外,在仓位利用率提高的同时,通道的大大减少也势必会造成存取货物效率的降低。
5.2方案二
将004、006、007安放于上图所示储位,满足其对通道的要求之外,还节省了一个通道大约100多平方米的面积来进行货物存储,仓位利用率较现有仓储布局的仓位利用率也有所提高。
3.方案二中不合格品的摆放较现有规划图中的摆放位置更靠近主通道,加速了不合格货物的退货、撤走,极大节省了仓位。
4.通道节约的仓位面积加上不合格品流转加速后所节省下来的仓位面积,分摊到各类货物的存储上,较大的提高了仓储利用率,也创造了相对更多的经济效益。
5.此方案通道适中,既节约了仓储面积,提高仓位利用率的同时,一定程度上也加速了货物流转,提高了作业效率。
5.3方案三
将004、006、007安放于上图所示储位,不仅满足了其对通道的需求,各类商品同时进行存取货物作业时也不会相互干扰,极大加速了作业效率。
3.方案二中不合格品的摆放较现有规划图中的摆放位置更靠近主通道,加速了不合格货物的退货、撤走,节省了一定数量的仓位,提高了仓位利用率,增加了经济效益。
4.此方案中,在通道数量和面积上相对于现有仓库布局来说并未发生改变,没能为货物节省下仓位面积。
但是合理的仓位布局则极大的加速了货物流转和存取作业效率。
6筛选最优方案
6.1优化方案的评估
方案一:
大大减少了通道对仓库的占用面积,最大限度的提高了仓位利用率,大大节约了资源。
但美中不足的是,通道减少的同时,对货物存取、周转的效率带来了一定的冲击。
方案二:
一定程度上的减少了通道的占用面积,较大的提高了仓位利用率,节约了资源。
同时对货物存取、周转的效率相对方案一来说没有太大的冲击。
方案三:
通道的数量和面积未发生改变,仓位利用率的提高也不十分明显,但是合理的布局规划,极大的加速了货物存取、周转的效率。
6.2最优方案
没有不完美的方案,只有不完美的选择。
综上三种方案,每种方案都各有利弊,都有美和美中不足的地方。
但就企业而言,当企业追求仓位利用率最大,而对于目前货物存取、周转效率没有太高要求的情况下,最佳方案为方案一;
当企业既追求较高的仓位利用率,又想要适当提高货物存取、周转效率的情况下,最佳方案为方案二;
当企业追求更快更高效的货物存取、周转,而对目前仓位利用率不做要求的情况下,最佳方案无疑为方案三。
7提出自选问题并探索
问题1:
仓库的通道设计需要注意哪些问题?
探索:
1.减少危险因素:
所有通道都应是直的。
应尽可能让通道正对仓库进货门或出货门,以减少叉车的转弯数。
2.安全上的考虑:
设计的通道不要妨碍叉车操作人员的视线,同时为减少危险,交叉口要尽量少。
3.设计最佳的宽度:
通道必须有足够的宽度,以便于安全有效地搬运货物,但是也不要过宽,尽量减少场地的浪费。
问题2:
对于不合格产品应该如何分类进行管理和必要的处理?
1.对于不合格品的现场管理。
不合格品的现场管理主要做好以下两项工作:
(1)不合格品的标记
凡经检验为不合格品的产品、半成品或零部件,应当根据不合格品的类别,分别涂以不同的颜色或做出特殊的标志。
例如,有的企业在废品的致废部位涂上红漆,在返修品上涂以黄漆,在回用品上打上“回用”的印章等办法,以示区别。
(2)不合格品的隔离
对各种不合格品在涂上(或打上)标记后应立即分区进行隔离存放,避免在生产中发生混乱。
废品在填写废品单后,应及时放于废品箱或废品库,严加保管和监视,任何人不准乱拿和错用。
一旦发现动用废品,以假充真,检验人员有权制止、追查或上报。
隔离区的废品应及时清除和处理,在检验人员参与下及时送废品库,由专人负责保管,定期处理消毁。
2.对不合格产品的分类处理。
(1)报废,对于不能使用如影响人身财产安全或经济上产生严重损失的不合格品,应予报废处理。
(2)返工,返工是一个程序,它可以完全消除不合格,并使质量特性完全符合要求,通常返工决定是相当简单的,检验人员就可以决定,而不必提交“不合格品审理委员会”审查。
(3)返修,返修与返工的区别在于返修不能完全消除不合格品,而只能减轻不合格品的程度,使不合格品尚能达到基本满足使用要求而被接收的目的。
(4)原样使用,原样使用也称为直接回用,就是不加返工和返修。
直接交给用户。
这种情况必须有严格的申请和审批制度,特别是要把情况告诉用户,得到用户的认可。
参考文献:
1.徐贤浩,刘志学.物流配送中心规划与运作管理[M].武汉:
华中科技大学出版社,2007.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- FH 公司 线缆 仓库 布局 优化 方案设计
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
 红色精美二十届三中全会提出的新概念新观点新论断.pptx
红色精美二十届三中全会提出的新概念新观点新论断.pptx
-
第二章Z变换例题.ppt
-
语文基础模块上册第一单元教学课件-第6学时.pptx
-
医床医学临床护理医疗介绍医疗课件PPT模板.pptx
-
扁平化医院护理查房教学PPT模板.pptx
-
药品采购存储销售质量管理.ppt
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
果树栽培试题库.docx
-
费县森林消防大队管理细则.docx
-
风电场绩效考核表.docx
-
服装代理商经营加盟协议书.docx
-
如何上好一节课.ppt
-
愤怒的小孩观后感.docx
-
服务器托管协议范本模板.docx
-
护士工作计划合集九篇.docx
-
沪粤版八年级物理下册探究滑动摩擦力同步练习题.docx
-
华润三九财务分析.docx
-
化学电源练习题标准答案.docx
-
环境监测第四章室内空气污染监测习题参考答案.docx
-
会计基础分录大全.docx
-
会计章节练习第14章所得税附答案.docx
-
机械生产实习心得13篇.docx
-
基于单片机的多路温度监测系统设计.docx
-
吉林省沙河水库除险加固工程.docx
-
急慢性肾小球肾炎习题.docx
-
集装箱槽罐车装卸危险货物的安全要求标准版本.docx
