 vmIB201105重卡系列大装焊接作业指导书文字部分.docx
vmIB201105重卡系列大装焊接作业指导书文字部分.docx
- 文档编号:15445798
- 上传时间:2023-07-04
- 格式:DOCX
- 页数:34
- 大小:39.68KB
vmIB201105重卡系列大装焊接作业指导书文字部分.docx
《vmIB201105重卡系列大装焊接作业指导书文字部分.docx》由会员分享,可在线阅读,更多相关《vmIB201105重卡系列大装焊接作业指导书文字部分.docx(34页珍藏版)》请在冰点文库上搜索。
vmIB201105重卡系列大装焊接作业指导书文字部分
vmIB2208501105重卡系列大装焊接作业指导书文字部分
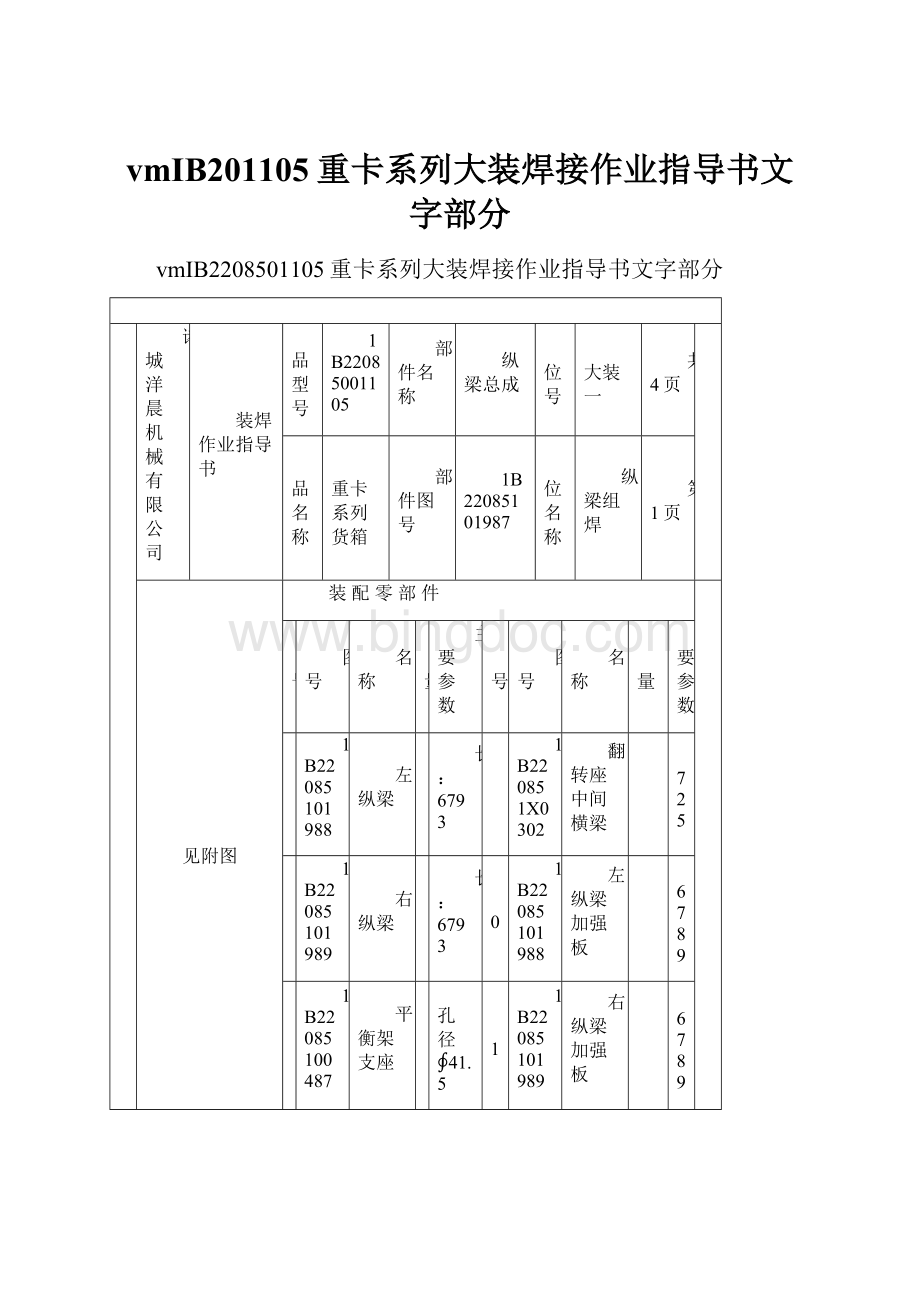
诸城洋晨机械有限公司
装焊作业指导书
产品型号
1B22085001105
部件名称
纵梁总成
工位号
大装一
共4页
产品名称
重卡系列货箱
部件图号
1B22085101987
工位名称
纵梁组焊
第1页
见附图
装配零部件
序号
图号
名称
数量
主要参数
序号
图号
名称
数量
主要参数
1
1B22085101988
左纵梁
1
长:
6793
9
1B220851X0302
翻转座中间横梁
1
长725
2
1B22085101989
右纵梁
1
长:
6793
10
1B22085101988
左纵梁加强板
1
长6789
3
1B22085100487
平衡架支座
4
孔径∮41.5
11
1B22085101989
右纵梁加强板
1
长6789
4
1B241851X0148
中间前横梁
1
长725
5
1B241851X0147
支撑横梁2
3
长725
6
1B241851X0151
支撑横梁3
1
长725
工步
作业内容
7
1B249851X0013
支撑横梁4
1
长725
1
焊前准备
8
1B241851X0158
连接平衡架横梁
1
长724
检查设备及工具,保证其齐全、完好;每更换一个车型的焊胎,检测并调整定位可靠、尺寸合格,准备合格零
工装、工具、设备
工艺参数
2
按图纸要求焊合纵梁总成及平衡支架总成
名称
型号或规格
数量
名称
规格
焊接电流:
180-240A
3
按简图要求,按照装配零部件序号的先后顺序,将各零部件焊接牢固。
纵梁盘框焊胎
非标
1
焊条
∮4.0
电弧电压:
25-28V
4
检查
弧焊机
BX1-400-2
2
CO2气体
纯度≥99.5﹪
按图纸要求检查焊接尺寸及质量。
钢卷尺
5m
2
焊丝
H08Mn2SiA-∮1.0
5
整修
将漏焊、悬焊、虚焊等补焊好,用锤子、凿子去除焊瘤、焊渣等缺陷,若发现以上尺寸不正确应立即进行调
序号
控制特性
技术要求
检验频率
重要度
管理手段
产品尺寸复查焊胎定位尺寸进行整改。
自检
专检
转序
1
纵梁外宽
865
1天1次
首检
a
a
底图号
用单轨吊的吊钩钩住两侧纵梁适当位置,平稳得吊起,转入下道工序。
2
两组平衡架间距
92
1天1次
首检
a
a
3
左右平衡架间距
359
1天1次
首检
a
a
档案号
4
平衡架孔中至纵梁下端面尺寸
90
1天1次
首检
a
a
5
焊接工艺参数
见焊接图所示
备注
1、重要度:
a.关键;b.重要;c.一般。
2、管理手段:
a.记录表;b.控制图。
签字
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
杨菲菲2010/01/20
孙丽丽2010/01/21
李秀芝2010/01/21
李同军2010/01/22
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
诸城兆丰机械有限公司
装焊作业指导书
产品型号
1B22085001105
部件名称
地板总成
工位号
大装二
共4页
产品名称
重卡系列货厢
部件图号
1B22085101987
工位名称
地板盘框
第2页
见附图
装配零部件
序号
图号
名称
数量
主要参数
序号
图号
名称
数量
主要参数
1
地板芯(平板)
1B22085101992
1
6795*2350
平板对接
2
左边框
1B22085101990
1
长6857
3
右边框
1B22085101991
1
长6857
4
边框加强板(平板)
1B22085101986
2
6857*180
5
后框
1B22085101906
1
长2278
6
工步
作业内容
7
1
焊前准备
8
检查设备及工具,保证其齐全、完好;每更换一个车型的焊胎,检测并调整定位可靠、尺寸合格,准备合格零
9
部件。
工装、工具、设备
工艺参数
2
装焊
名称
型号或规格
数量
名称
规格
焊接电流:
180-240A
将地板芯及左右边框等组合到位。
地板盘框焊胎
非标
1
焊丝
H08Mn2SiA-∮1.0
电弧电压:
25-28V
按简图要求,按照装配零部件序号的先后顺序,将各零部件焊接牢固。
弧焊机
BX1-400-2
4
CO2气体
纯度≥99.5﹪
3
检查
铁锤/凿子
0.5Kg/自制
2
按图纸要求检查焊接尺寸及质量。
钢卷尺
5m
2
4
修整
序号
控制特性
技术要求
检验频率
重要度
管理手段
将漏焊、悬焊、虚焊等补焊好,用锤子、凿子去除焊瘤、焊渣等缺陷,若发现以上尺寸不正确应立即进行调
自检
专检
整产品尺寸和复查焊胎定位尺寸进行整改。
1
底板总成对角线
≤6mm
1天1次
首检
b
a
底图号
5
转序
2
底板总成宽度/长度
2460/6857
1天1次
首检
b
a
3
焊接工艺参数
见焊接图所示
1天1次
首检
a
a
档案号
备注
1、重要度:
a.关键;b.重要;c.一般。
2、管理手段:
a.记录表;b.控制图。
日期
签字
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
杨菲菲2010/01/20
孙丽丽2010/01/21
李秀芝2010/01/21
李同军2010/01/22
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
诸城洋晨机械有限公司
装焊作业指导书
产品型号
1B22085001105
部件名称
地板总成
工位号
大装三
共4页
产品名称
重卡系列货厢
部件图号
1B22085101987
工位名称
地板组焊
第3页
见附图
装配零部件
序号
图号
名称
数量
主要参数
序号
图号
名称
数量
主要参数
1
1B22085101908
边横梁
14
长705
11
1B220851X0324
后框支撑板
2
长262
2
1B249851X0015
边横梁1
2
长705
3
1B22085101909
翻转座边横梁
2
长705
4
1B220851X0310
翻转座
4
孔径∮60
5
1B22085100406
翻转座连接板
4
310*145平板
6
1B22085100407
翻转座加强板
4
长280
7
1B241851X0164
撑杆座
2
长100
工步
作业内容
8
1B22085101907
支架
4
长160
1
焊前准备
9
1B249851X0014
V形块
2
长120
检查设备及工具,保证其齐全、完好;准备合格零部件。
10
1B202851X0103
撑杆压板
2
70*70平板
2
互检
工装、工具、设备
工艺参数
按图纸要求检查焊接尺寸
名称
型号或规格
数量
名称
规格
3
装焊
弧焊机
BX1-400-2
6
焊条
∮4.0
焊接电流:
180-240A
a.将边横梁及翻转座等件点焊牢固。
铁锤
0.5Kg
2
电弧电压:
25-28V
b.按简图要求用专用工具将地板芯与底板骨架压合贴实,然后再熔焊在一起(点焊)
钢卷尺
5m
2
4
检查
序号
控制特性
技术要求
检验频率
重要度
管理手段
检查焊接区域有无焊穿、焊瘤、虚焊等问题。
自检
专检
5
修整
1
翻转座中至纵梁下平面
38+4+2
1天1次
首检
a
a
底图号
a.对漏焊、虚焊位置进行补焊。
2
平衡支架中至翻转座中间距
3045
1天1次
首检
a
a
b.用凿子去除焊瘤、焊渣、飞溅等。
3
两撑杆座间距
505
1天1次
首检
a
a
档案号
6
转序
4
挡泥板支架左右及前后间距
554/35
1天1次
首检
a
a
5
两翻转座间距
1497
1天1次
首检
a
a
6
焊接工艺参数
见焊接图所示
用单轨吊的吊钩钩住一侧两个适宜处,平稳得吊起,将焊合件反放在四工位焊胎上。
备注
1、重要度:
a.关键;b.重要;c.一般。
2、管理手段:
a.记录表;b.控制图。
日期
签字
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
杨菲菲2010/01/20
孙丽丽2010/01/21
李秀芝2010/01/21
李同军2010/01/22
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
诸城洋晨机械有限公司
装焊作业指导书
产品型号
1B22085001105
部件名称
底板总成
工位号
大装四
共4页
产品名称
重卡系列货厢
部件图号
1B22085101987
工位名称
地板补焊
第4页
见附图
装配零部件
序号
图号
名称
数量
主要参数
序号
图号
名称
数量
7
IB202851X0036
绳钩
4
∮20的
9
IB202851X0038
线束夹子
38
工步
作业内容
1
焊前准备
检查设备及工具,保证其齐全、完好;准备合格零部件
2
互检
工装、工具、设备
工艺参数
a.检查该车型第1、6、11...台的纵梁外宽尺寸(865mm)
名称
型号或规格
数量
名称
规格
b.检查两组翻转座与平衡架间距是否一致。
地板补焊胎
非标
1
焊丝
H08Mn2SiA-∮1.0
焊接电流:
180-240A
3
装焊
弧焊机
BX1-400-2
8
焊条
∮4.0
电弧电压:
25-28V
按简图要求,将地板芯补焊牢固,不得有焊穿,悬焊等焊接缺陷。
将地板上零部件按简图要求焊接到位。
铁锤/凿子
0.5Kg/自制
各2
4
检查
序号
控制特性
技术要求
检验频率
重要度
管理手段
检查焊接区域有无焊穿、焊瘤、虚焊、悬焊、漏焊等问题,特别注意检查绳钩必须焊接牢固。
自检
专检
5
修整
1
线束夹焊接位置
见焊接图所示
1天1次
首检
b
b
底图号
对漏焊、虚焊、悬焊位置进行补焊;用凿子去除焊瘤、焊渣、飞溅等。
2
绳钩焊接位置及确保吊装绳钩焊接牢固可靠
见焊接图所示
1天1次
首检
b
b
6
转序
4
焊接工艺参数
见焊接图所示
档案号
用单轨吊的绳套套住一侧两个绳钩,平稳得吊起,将焊合件转下道工序(放平稳,不可倾斜)。
备注
1、重要度:
a.关键;b.重要;c.一般。
2、管理手段:
a.记录表;b.控制图。
日期
签字
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
杨菲菲2010/01/20
孙丽丽10/01/21
李秀芝2010/01/21
李同军2010/01/22
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
诸城洋晨机械有限公司
装焊作业指导书
产品型号
1B22085001105
部件名称
边板总成
工位号
大装五
共1页
产品名称
重卡系列货厢
部件图号
1B22085208129
工位名称
边板组焊
第1页
见附图
装配零部件
序号
图号
名称
数量
主要参数
序号
图号
名称
数量
主要参数
1
1B22085208112
前立柱
2
2
1B22085208076
后立柱
2
3
1B22085208131
边板上框
2
4
1B22085208132
边板下框
2
5
1B22085208068
上竖加强筋
14
6
1B22085208073
下竖加强筋
6
工步
作业内容
7
1B22085208074
中立柱
4
1
焊前准备
8
1B22085200879
起吊架
4
检查设备及工具,保证其齐全、完好;准备合格零部件。
9
1B22085208114
边板芯
2
2
装配、装焊
工装、工具、设备
根据简图要求,按装配零部件的先后顺序装焊到位。
名称
型号或规格
数量
名称
规格
工艺参数
3
修整
弧焊机
BX1-400-2
4
CO2气体
纯度≥99.5﹪
焊接电流:
180-240A
除去熔焊部位的焊渣、焊瘤、飞溅等杂质。
铁锤/凿子
5m
2/1
焊条
∮4.0
电弧电压:
25-28V
4
转序
小轨车
非标
1
检查焊接质量,将合格焊合件转下一工序。
序号
控制特性
技术要求
检验频率
重要度
管理手段
自检
专检
1
边板总成长度。
6857
1天1次
首检
a
a
底图号
2
边板总成宽度。
1500
1天1次
首检
a
a
3
边板总成对角线尺寸。
≤3
1天1次
首检
b
a
档案号
4
焊接工艺参数
见焊接图所示
备注
1、重要度:
a.关键;b.重要;c.一般。
2、管理手段:
a.记录表;b.控制图。
日期
签字
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
杨菲菲2010/01/20
孙丽丽2010/01/21
李秀芝2010/01/21
李同军2010/01/22
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
诸城洋晨机械有限公司
装焊作业指导书
产品型号
1B22085001105
部件名称
货箱总成
工位号
大装九
共1页
产品名称
重卡系列货厢
部件图号
1B22085001105
工位名称
货箱组合
第1页
见附图
装配零部件
序号
图号
名称
数量
主要参数
序号
图号
名称
数量
主要参数
1
1B22085208112
前立柱
2
长1752
2
1B22085208076
后立柱
2
长1505
3
1B22085208129
边板总成
2
长6857
4
1B22085208082
小门总成
4
长1359
5
1B22085300312
后板总成
1
长2359
6
1B22085403029
前板总成
1
宽:
2300
工步
作业内容
1
焊前准备
检查设备及工具,保证其齐全、完好;准备合格零部件
2
互检
工装、工具、设备
a.检查前、后边板总成及后板总成是否弯曲。
b.将弯曲的前、后边板总成及后板总成校正。
名称
型号或规格
数量
名称
规格
工艺参数
3
装焊
弧焊机
BX1-400-2
4
CO2气体
纯度≥99.5﹪
焊接电流:
180-240A
根据简图要求,按装配零部件的先后顺序装焊到位。
铁锤/凿子
5m
2/1
焊条
∮4.0
电弧电压:
25-28V
4
检查
小轨车
非标
1
检查焊接区域有无焊瘤、虚焊等问题。
5
修整
序号
控制特性
技术要求
检验频率
重要度
管理手段
a.对漏焊、虚焊位置进行补焊。
自检
专检
b.用凿子去除焊瘤、焊渣、飞溅等。
1
货厢外宽
2300
1天1次
首检
c
a
底图号
c.调整左/右/后板总成使各边板开合灵活。
2
货厢中、后立柱总成与前、后边板总成及后板总成闪缝尺寸
2-3mm
1天1次
首检
b
a
d.检验并调整左/右/后板总成之间的高度差(≤3mm),以及与地板边、后框闪缝一致(2mm)。
3
装配质量
左/右/后板总成之间的高度差(≤3mm)。
1天1次
首检
b
a
档案号
6
转序
4
焊接工艺参数
见焊接图所示
1天1次
首检
b


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- vmIB201105 系列 焊接 作业 指导书 文字 部分
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《曹刿论战》知识点归纳与专项阅读.docx
《曹刿论战》知识点归纳与专项阅读.docx
-
《安塞腰鼓》教学实录doc.docx
-
《传统文化的继承》同步练习5人教版必修3.docx
-
《富兰克林自传》读后感15篇.docx
-
《老龄产业发展现状问题与对策研究》.docx
-
《企业安全生产台帐》word版.docx
-
《》教案.docx
-
《公共营养师》基础部分试题及答案.docx
-
《基金科目二》试题及答案解析6.docx
-
《建筑业企业资质等级标准》建建82号.docx
-
《苦夏冯骥才》阅读答案3.docx
-
《普通化学》.docx
-
《安全标准化二级年度自评工作首次会议议程范文》.docx
-
《观刈麦范文》.docx
-
《常用文体写作》题库与答案.docx
-
《阿房宫赋》鉴赏教学实录5篇.docx
-
《蝉》教案.docx
-
《妇女维权倡议书3篇》.docx
-
《健康评估》考试试题及答案 客观题一套.docx
-
《三毛流浪记》阅读试题.docx
-
《食用菌工厂化栽培实施方案》.docx
-
《铁路机车操作规程》63页word.docx
-
《信息系统安全系统等级保护基本要求》二级三级等级保护要求比较.docx
-
《中小学德育工作指南》解读.docx
-
7古代东方国家及古希腊古罗马的学前教育可编辑修改word版.docx
-
《对幼儿行为习惯养成教育的研究》之结题报告.docx
-
《工笔人物》课程教学大纲.docx
-
《彩色的梦》教案.docx
-
《红红楼梦》31回至40回故事梗概.docx
-
《看上去很美》观后感.docx
-
《汽轮机本体检修》高级工题库完整.docx
-
《别了司徒雷登》.docx
-
护士医德医风心得体会范文4篇.docx
-
质量年终工作总结范文集合6篇.docx
-
集体军训心得体会5篇.docx
-
淮南家乐福施工组织设计.docx
-
计划生育工作计划范文5篇.docx
-
混凝土徐变收缩.docx
-
机械工程师资料.docx
-
职代会学习心得体会.docx
-
计算机行业就业形势调查报告.docx
-
基于PLC的五层电梯自动控制系统设计.docx
-
公司各项行政管理制度.doc
-
吉林省吉林一中学年高二月考化学试题.docx
-
公司工作流程图汇编.docx
-
急修网格化管理方案.docx
-
中关村大数据产业联盟章程.docx
-
计算机二级公共基础知识.docx
-
中国古代人年龄的称谓以及形容女子的词语.docx
-
计算机应用专业毕业作业学生信息管理.docx
 修正肺宁颗粒.ppt
修正肺宁颗粒.ppt
