 钢结构件检验规范.docx
钢结构件检验规范.docx
- 文档编号:15532699
- 上传时间:2023-07-05
- 格式:DOCX
- 页数:8
- 大小:20.43KB
钢结构件检验规范.docx
《钢结构件检验规范.docx》由会员分享,可在线阅读,更多相关《钢结构件检验规范.docx(8页珍藏版)》请在冰点文库上搜索。
钢结构件检验规范
钢结构件检验规范
钢结构件检验规范
1目的
通过对钢结构件的检验确保确保本公司生产的产品质量和安全性能要求。
2范围
适用于本公司生产用的所有钢结构件的检验。
3检验规范
3.1零件下料
钢材的平面度,直线度超差影响下料精度时,应进行预矫正。
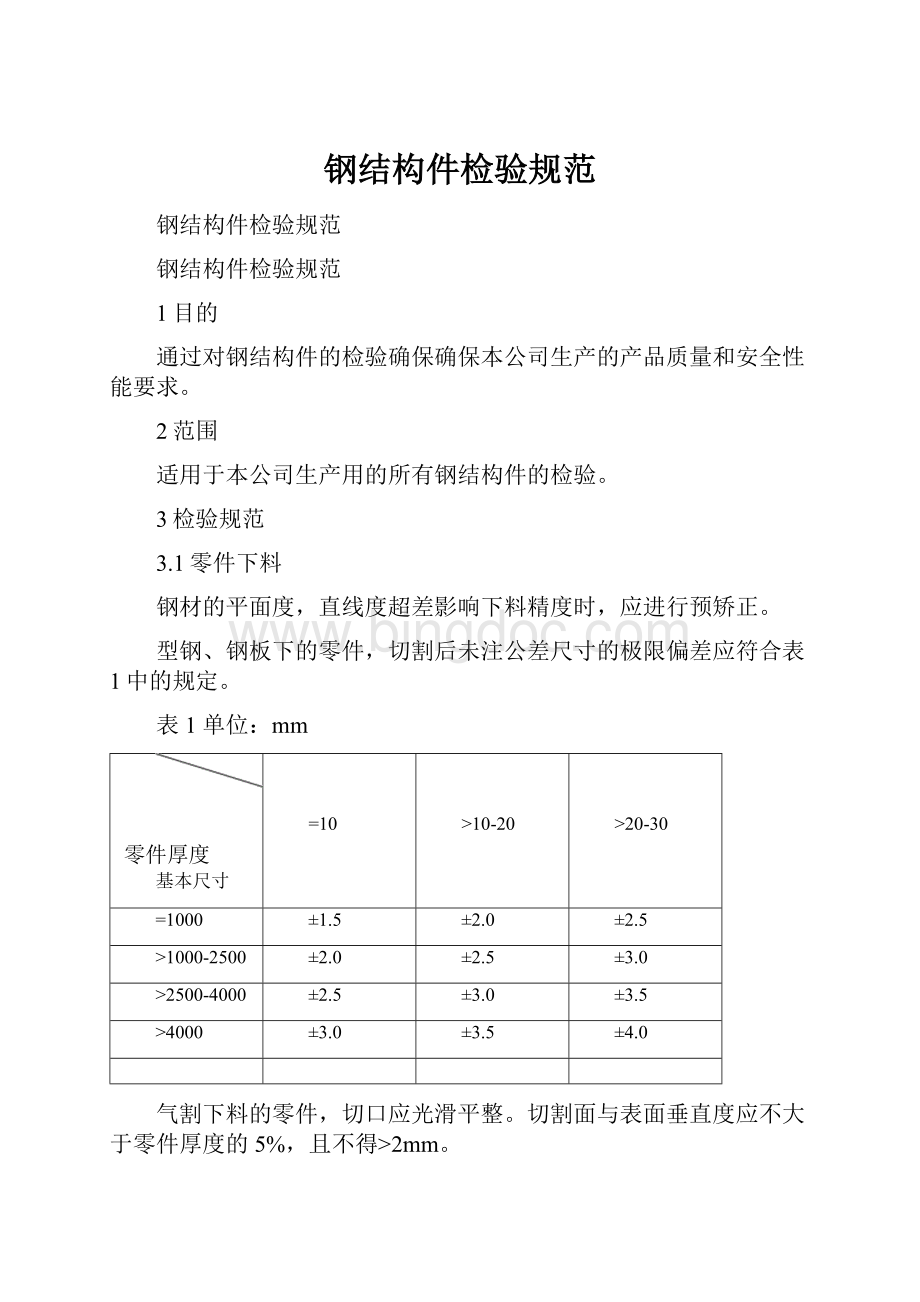
型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合表1中的规定。
表1单位:
mm
零件厚度
基本尺寸
=10
>10-20
>20-30
=1000
±1.5
±2.0
±2.5
>1000-2500
±2.0
±2.5
±3.0
>2500-4000
±2.5
±3.0
±3.5
>4000
±3.0
±3.5
±4.0
气割下料的零件,切口应光滑平整。
切割面与表面垂直度应不大于零件厚度的5%,且不得>2mm。
气割下料的零件,切口边沿不允许有裂纹、熔渣及氧化铁。
其割痕深度应=1mm,局部深度应=2mm。
型钢零件的切面割与表面的垂直度,以及切割之间的平行度,不得大于其尺寸偏差的1/2。
剪切下料允许的尺寸偏差符合表2中的规定
表2单位mm
名称
位置
偏差
钢板
长、宽度
±2
型钢
长度
±2
型钢
端部垂直度
<2
3.2零件矫正
零件下料后形位公差(平面度、直线度)不符合要求时必须进行矫正,在冷状态下矫正时,室温不得低于5℃。
热状态下变形矫正,严禁在蓝脆温度(300—500℃蓝色)区间进行机械矫正和捶击。
热矫正时,加热温度应控制在750—900℃,同一部位加热次数不得超过两次。
热矫正时,具有淬硬性倾向的材料,严用冷水冷却。
零件经矫正后允许的公差应符合表3中的规定。
表3单位:
mm
检测项目
允许公差
钢板
平面度
§=14.t=1.5§14.t=1.0
钢管
全长直线度
t=L/1000、且不大于3
型钢
全长直线度
t=L/1000、且不大于3
型钢
边翼垂直度
t=b/100、且不大于1.5
型钢
全长扭曲度
L=2000、H=100、t=1
型钢
全长扭曲度
H>100、t=1.5
型钢
全长扭曲度
L>2000t=0.6L/1000且不大于3
注:
表中§为材料厚度、L为长度、H为高度、t为公差值
3.3弯曲及机械加工
零件弯曲成型在常温时,内侧弯曲半径应大于2倍板厚,弯曲后外侧不得有裂纹,热弯曲时,加热温度应控制在900—1000℃范围内。
弯曲成型的零件,其形状尺寸应用样板检查,成形部位与样板之间的局部间隙不得大于2mm。
零件边沿需要切削加工时,加工余量不应小于2mm,加工表面粗糙度不应低于25um。
焊缝坡口机械加工,也可用火焰切割,火焰切割的切口不得产生裂纹和大于1mm的缺棱。
3.4结构组装
组装前全部零件必须照图样及工艺要求检验合格。
组装应在工作平台上或专用的工装内进行。
组装用的工装应保证定位合理,夹紧可靠,使用安全。
首次使用的工装和返修后工装必须进行首件检查。
组装时应按图样或组装工艺进行,对复杂结构的组装还应分部进行。
对关键、重要的结构件组装,必须用工装、模具保证几何形状及尺寸,并应固定制作场地、设备和操作人员。
焊接零件组合拼接形式应符合GB/T985—1988中的规定。
钢材对接偏差应符合表4的规定。
表4单位:
mm
名称
位置
公差
钢板
宽度位置
≤1
钢管
同轴度
壁厚=5、O=0.5
壁厚>5、O=1
型钢
高(宽)位置
≤1
焊缝组装间隙应符合GB/T985—1988的规定,零件对接最大间隙不得大于所选用焊条的直径。
结构件组装的定位焊应符合以下规定。
a.定位焊用的材料应与焊接时用的焊材相一致。
b.定位焊的焊高不宜超过不要求焊高的1/3。
c.定位焊缝应布置于焊缝内。
d.定位焊缝如有裂纹、气孔、夹渣等缺陷,焊缝时必须清除。
e.关键焊缝应按图样及工艺要求检查坡口尺寸和坡口间隙,合格后方可焊接。
3.5结构件几何尺寸
结构件的几何尺寸应符合图样所标示的公称尺寸,尺寸误差应在允许的公差范围内。
结构件在组装定位焊后,首件应交检验合格后,再进行批量组装焊接。
主要结构件的关键尺寸和重要装配位置必须进行检查后方可焊接。
拆卸后必须再装配,不能互换的结构件必须作出对位装配标识。
结构件零件相互之间的同轴度、垂直度、平行度、对称度不得大于相应公差的1/2。
结构件几何尺寸允差应符合表5中的规定:
表5单位:
mm
公差尺寸
允差(+)
公差尺寸
允差(+)
外形尺寸
各部分之间
外形尺寸
各部分之间
=100
2
1
>2500-4000
7
4
>100—250
3
1.5
>4000-6500
8
5
>250—650
3.5
2
>6500-10000
9
6
>650—1000
4
2.5
>10000-16000
11
7
>1000—1600
5
3
>16000-25000
13
8
>1600-2500
6
3.5
>25000-40000
15
9
对易产生焊接变形,使几何形状和尺寸发生变动的结构件,焊接前应采取工艺措施加工控制。
如:
加固、支撑、反变形组装,分程序焊接等方法。
3.6结构件焊接
焊工必须通过焊工能力评定合格后,才能担任结构件的焊接工作。
结构件焊接应遵照JG/T5112.8-1999《塔式起重机、钢结构制造与检验》规定执行。
施焊应照图样的要求和规定的工艺进行,焊缝外观应符合GB10854《钢结构焊缝外形尺寸》的规定。
焊工应遵照《焊缝质量检验规范》,区分掌握焊接焊缝的类别。
关键焊缝应定人、定设备、定工艺焊接,并应填写《关键焊缝焊接作业情况表》。
选用焊材应符合GB5117,《碳钢焊条》和GB5118《低合金钢焊条》中的规定。
3.7结构件矫正
结构件在焊接后产生变形,应进行矫正,使变形部位还原复位,几何形状和尺寸达到图样设计要求。
结构件的矫正可采用手工、机械、火焰和加热方法。
结构件变形进行矫正时必须掌握以下要领:
a分析变形原因,弄清变形是受外力或是由内应力引起变形。
b分析内在联系,搞清个零部件相互的制约关系。
c选择矫正部位,先矫主要部位,后矫次要部位。
d了解结构件钢材性质,以防出现折断、裂纹或回弹。
e确定矫正方法及多种方法并用时的先后顺序。
结构件矫正后应不影响与其它零件和部件的装配。
关键、重要、结构件上应作出生产编号标识。
结构件在制作中,必须按图样和技术要求进行首件检查。
关键尺寸和关键焊缝必须进行重点检查。
结构件外形尺寸偏差,图样无规定时应按表6、表7、表8中的规定检查。
表6结构件长度尺寸偏差单位:
mm
尺寸
范围
=30
-120
>400
-400
>400
-1000
>1000
-2000
>2000
-4000
>4000
-8000
>8000
-12000
>12000
-16000
>16000
-20000
>20000
偏差
+1
+2
+3
+4
+6
+8
+10
+12
+14
+16
表7结构件角度偏差单位:
mm
边长尺寸范围
=400
400-1000
>1000
偏差△
+20
+1.5
+10
偏差值mm/m
+6
+4.5
+3
表8直线度、平面度、平行度的偏差单位:
mm
尺寸
范围
=30
-120
>400
-400
>400
-1000
>1000
-2000
>2000
-4000
>4000
-8000
>8000
-12000
>12000
-16000
>16000
-20000
>20000
偏差
+1
+1.5
+3
+4.5
+6
+8
+10
+12
+14
+16
施工升降机桁架类结构件的垂直度、扭曲度、共面度应在平台上用经纬仪、水平仪等进行检查。
直线度、平面度、平行度、同轴度、位置度应用直尺、灰线等进行检查。
检查时平台、仪器等不具备时也可以用灰线作十字交线和找点拉尺寸等简易方法检测。
焊缝检查应按《焊缝质量检验规范》进行检查,焊缝外形尺寸用焊检尺检查,选点应具有代表性。
焊缝检查见表9
表9焊缝检验的项目
项目
检验项目
关键焊缝
重要焊缝
一般焊缝
1
焊缝外形尺寸
全检
全检
抽检
2
焊缝外部质量
全检
全检
抽检
焊缝外观一般用眼观察,对有怀疑的严重缺陷(未溶合、裂纹)可用放大镜或表面探伤方法判断。
焊缝的外观,焊波应均匀,不得未溶合、气孔、夹渣、焊瘤、弧坑、裂纹等缺陷。
结构件经检验合格后,填写好存档资料。
4相关记录


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢结构 检验 规范
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《曹刿论战》知识点归纳与专项阅读.docx
《曹刿论战》知识点归纳与专项阅读.docx
-
《安塞腰鼓》教学实录doc.docx
-
《传统文化的继承》同步练习5人教版必修3.docx
-
《富兰克林自传》读后感15篇.docx
-
《老龄产业发展现状问题与对策研究》.docx
-
《企业安全生产台帐》word版.docx
-
《》教案.docx
-
《公共营养师》基础部分试题及答案.docx
-
《基金科目二》试题及答案解析6.docx
-
《建筑业企业资质等级标准》建建82号.docx
-
《苦夏冯骥才》阅读答案3.docx
-
《普通化学》.docx
-
《安全标准化二级年度自评工作首次会议议程范文》.docx
-
《观刈麦范文》.docx
-
《常用文体写作》题库与答案.docx
-
《阿房宫赋》鉴赏教学实录5篇.docx
-
《蝉》教案.docx
-
《妇女维权倡议书3篇》.docx
-
《健康评估》考试试题及答案 客观题一套.docx
-
《三毛流浪记》阅读试题.docx
-
《食用菌工厂化栽培实施方案》.docx
-
《铁路机车操作规程》63页word.docx
-
《信息系统安全系统等级保护基本要求》二级三级等级保护要求比较.docx
-
《中小学德育工作指南》解读.docx
-
7古代东方国家及古希腊古罗马的学前教育可编辑修改word版.docx
-
《对幼儿行为习惯养成教育的研究》之结题报告.docx
-
《工笔人物》课程教学大纲.docx
-
《彩色的梦》教案.docx
-
《红红楼梦》31回至40回故事梗概.docx
-
《看上去很美》观后感.docx
-
《汽轮机本体检修》高级工题库完整.docx
-
《别了司徒雷登》.docx
-
英语单词.docx
-
3级口语试题及对话示例.docx
-
研究生中期考核个人情况总结.doc
-
称赞男人该怎么说.docx
-
部编版16年级语文下册第14单元最容易读错的字大汇总1.docx
-
小学语文毕业总复习终审稿.docx
-
消防设施检测原始记录.docx
-
天津招聘试题及答案.docx
-
英语基础语法知识大全.docx
-
广西高等教育自学考试2013年04月考试课程时间安排表.doc
-
小学语文句子专项复习总结.docx
-
亚信科技校园招聘真题及解析.docx
-
江苏省高等学校教授资格条件.doc
-
材料科学基础英文版习题.docx
-
新教材北师大版 三起 六年级英语下册全套教案 第二学期全册教学设计.docx
-
英语口语家中日常生活用语.docx
-
51单片机FM收音机课程设计报告.docx
-
小学语文小儿垂钓教学设计学情分析教材分析课后反思.docx
-
成型eva鞋底成型鞋底制作流程.docx
