 英语综述.docx
英语综述.docx
- 文档编号:17015499
- 上传时间:2023-07-21
- 格式:DOCX
- 页数:15
- 大小:428.72KB
英语综述.docx
《英语综述.docx》由会员分享,可在线阅读,更多相关《英语综述.docx(15页珍藏版)》请在冰点文库上搜索。
英语综述
Asdemandsfortheprecisionmachiningofthree-dimensionalsurfacesincreases,theevaluationofthemachinedsurfacetopologyandofthesurfaceroughnessbecomeamajorinterestinthemanufacturingprocess.Anincorrectdeterminationofcuttingconditionscancauseinferiorproducts,toolbreakagesandincreasesinmachiningtime,whichiswhyforthepastseveraldecadesanumberofstudieshavebeendonerelatedtothemodellingofmillingprocessesinordertoprovideoptimummachiningparameterswhicharesufficientforsurfacefinishcharacterisation.Forexample,therelationshipsbetweencuttingforcesandtooldeflectionhavebeenreportedandquiteafewoptimisationalgorithmsproposedbymanyresearchers.Thegeometricalscallopprofileshavealsobeenconsideredforthedeterminationofefficientandaccuratepathintervalsbetweensuccessivetoolpaths.Morerecently,Zhaoetal.analysedtheeffectofcuttertiltingangleonfinishedsurfaceroughnessandtextureinmulti-axismillingusingaZ-mapsimulation.Furthermore,theconceptsofoptimumandcriticaltiltinganglesforunidirectionalandbidirectionalfeedmachiningwereproposedintheirworks.
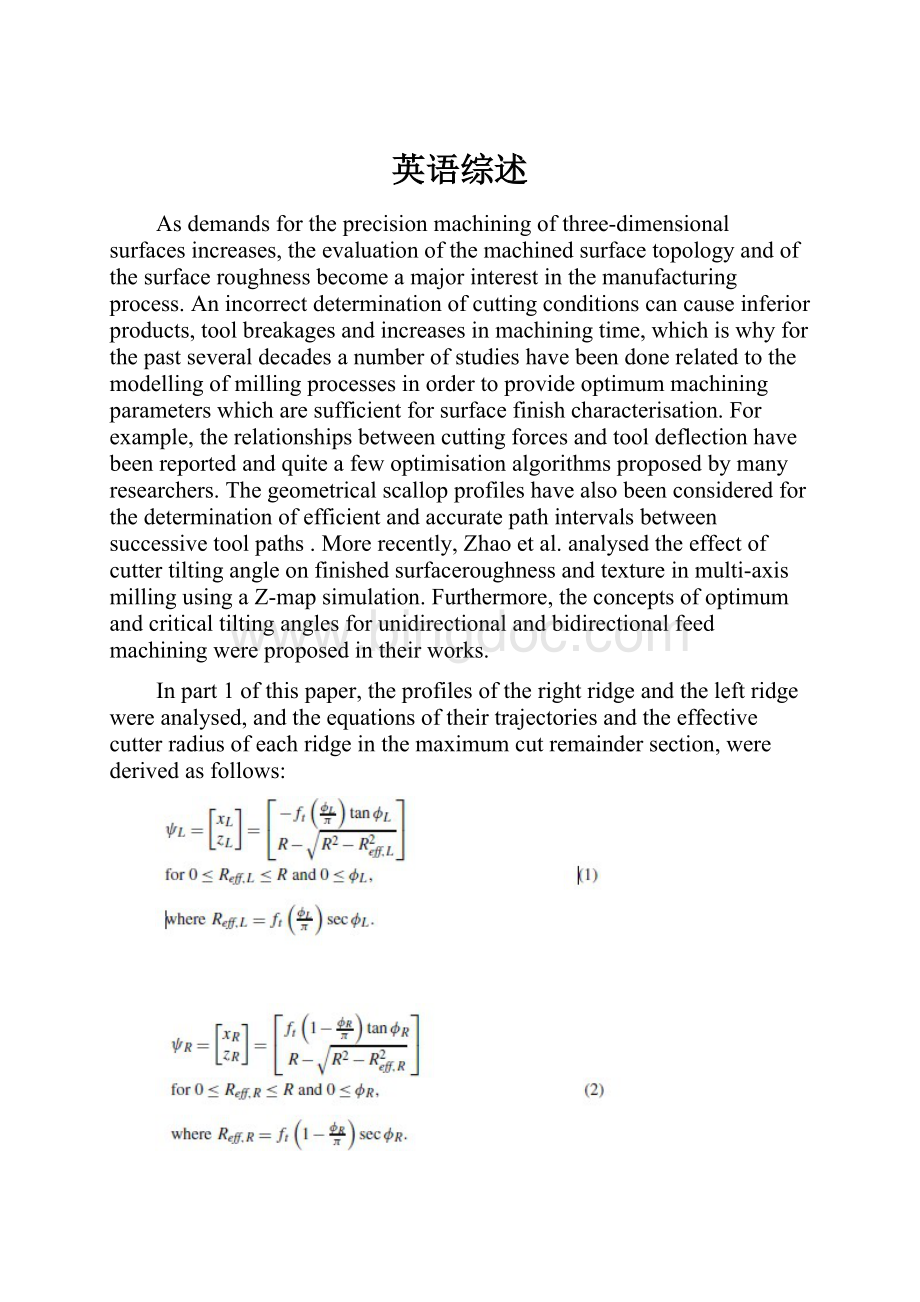
Inpart1ofthispaper,theprofilesoftherightridgeandtheleftridgewereanalysed,andtheequationsoftheirtrajectoriesandtheeffectivecutterradiusofeachridgeinthemaximumcutremaindersection,werederivedasfollows:
Inpart2ofthispaper,thepredictionsofthemaximumsurfaceroughnessandtheshapesofthecutremainderarepresentedfortheplanecuttingmodeofball-endmillingemployingtheridgemethod.Theshapesandheightsofthecutremainderareestimatedbyoverlappingadjacentridgeswhenconsideringthevariousmachiningparameters:
feedrate,pathinterval,andtwotypesofcuttingmodes.Themaximumsurfaceroughnessinplanecuttingmodesarederivedasafunctionofthemaximumeffectivecutterradius,Reff,max,andthepathintervalratio,τfpThepredictedresultsarecomparedwiththevaluesestimatedbytheconventionalroughnessmodel.Aseriesofexperimentsarealsoperformedtovalidatetheproposedmethodforvariouscuttingconditions.
2Predicitionofmachinedsurfacebytheridgemethod
Thefinaltopologyofamachinedsurfaceisgeneratedbyoverlapping
theshapesmachinedbyasinglecuttingpath.Therefore,thesurfaceroughnessandtextureofthemachinedsurfacecanbepredictedbycombiningthecharacteristiclinesinthemaximumcutremaindersectionpresentedinpart1ofthispaper.Inthissection,theproceduresarepresentedfortheevaluationofthemaximumsurfaceroughnessandthetextureofthemachinedsurfacebyball-endmillingintheplanecuttingmodeusingtheridgemethod.
Thereareusuallyphasedifferencesbetweenneighbouringcuttingpaths;therefore,themaximumcutremaindersectionsofadjacentpathsdonotcoincidewitheachother.Insomestudies[19,20],ithasbeenreportedthatthephasedifferenceimprovesthesurfacequalityandcanbeusedtocontrolthesurface
texture.However,itisverydifficulttocontrolthephasedifferenceinatypicalNCmachine.Furthermore,thephasedifferenceiscommonlyignoredintheconventionalroughnessmodel.Thusinthisstudythesurfaceroughnessandtheshapesofthemachinedsurfaceareevaluatedontheassumptionthattherearenophasedifferencesbetweenadjacentpaths.
Figure1showstwotypesofcuttingmodes,unidirectionalmodeandbidirectionalmode,forplanecuttingwithball-endmilling.Intheconventionalroughnessmodel,thetextureandsurfaceroughnessoftwomodesareestimatedtobeequalunderthesamemachiningconditions,buttheactualmachiningresultsareusuallydifferentfromeachother.Inthispaper,theunidirectionalmodeandbidirectionalmodeareanalysedinSects.2.1and2.2,respectively.
2.1Surfaceroughnessinunidirectionalmode
Inunidirectionalmode,therightridge,ψR,andtheleftridge,ψL,ofthecutremainderappearwithaperiodofpathinterval,fp,becausethecuttingdirectionsofsubsequentpathsdonotchange.Accordingly,theshapeofthecutremainderofthei-thcuttingpathisdeterminedbytherightridgeofthei-thpath,ψR,i,andtheleftridgeofthei+1-thpath,ψL,i+1.Thegeometricalconditionsfortheevaluationofsurfaceroughnessaremathematicallyclassifiedintothreetypeswithrespecttothepathintervalratio,τfp.Here,thepathintervalratiodenotestheratioofthepathintervaltothefeedpertooth,fp/ft.Figure2representsschematicdiagramsofallthecasesfortheunidirectionalmodeoftheplanecuttingmode.
Figure2ashowstheexpectedshapeofthecutremainderinthemaximumcutremaindersection,Π,whenthefeedpertoothislargerthanthepathinterval.Inthiscase,theprofilesofψR,iandψL,i+1donotmeeteachother,andthemaximumsurfaceroughnessofthearbitraryi-thpath,Hmax,ismathematicallyequaltotheheightoftheintersectionpointofthelinewhichisparalleltothetoolaxisandtheleftridgeofthei+1-thcuttingpath.
AsshowninFig.2a,therelationshipofthelength,δL,andthepathinterval,fp,isgivenby
ThesolutionofEq.3,φL,canbeobtainedbyanumericalmethod.Thenthemaximumeffectivecutterradius,Ru1eff,max,andthemaximumsurfaceroughness,Hu1max,arecalculatedby
wheresubscriptMdenotesthevaluescorrespondingtotheintersectionpointMandsubscriptsu1,u2andu3inthispaper
denote,respectively,Case(I),Case(II)andCase(III)inunidirectionalmode.
Equations4and5arederivedonthegeometricalassumptionthatHu1Mislowerthantheheightofthecutremainderattherotationalcentre,H0.ThegeometricalconstraintforCase(I)canbewrittenmathematicallyas
Accordingly,thecriticalpathintervalofCase(I)inunidirectionalmode,fu1pc,whichconfirmsCase(I)oftheunidirectionalmode,canbeobtainedby
wheresubscriptcinthispaperrepresentsthecriticalvaluesattheboundaryconditionsofeachcase.
SolvingEq.7revealsthatthecriticalpathintervalratioforCase(I)inunidirectionalmode,τu1fpc,isabout0.9262,sothecaseshowninFig.2aisapplicabletothemachiningconditioninwhichthepathinterval,fp,islessthan0.9262ft.
Case(II)oftheunidirectionalmodeisrepresentedinFig.2b.Inthiscase,theheightoftheintersectionpointoftwoadjacentridges,Hu2M,islowerthanH0.Thusthemaximumsurfaceroughness,Hu2max,isH0,sothemaximumeffectivecutterradius,Ru2eff,max,iscalculatedasfollows:
ThegeometricalconditionsatintersectionpointMcanbeexpressedas
HencethecriticalpathintervalofCase(II)canbeobtainedfromthegeometricalconstraint,Hu2M≤H0:
FromEqs.11and12itcanbeseenthatτfpc,Risabout0.6133andτfpc,LisascalculatedinthepreviousCase(I).SothecriticalpathintervalratioofCase(II)inunidirectionalmode,τu2fpc,isabout1.5395.Consequently,thecaseshowninFig.2bisobtainableunderthefollowingmachiningconditions:
0.9262ft≤fp≤1.5395ft.
ThefinalcasewhichcouldoccurinunidirectionalmodeisillustratedinFig.2c.Inthiscase,thepathintervalislargerthanthefeedpertoothcomparatively.Moreover,themaximumheightofthecutremainderistheheightoftheintersectionpointofthetwonearbyridges,ψR,iandψL,i+1,andiscalculatedbythefollowingsimultaneousequations:
Equations13and14canberewrittenasfollows,respectively
BysolvingEqs.15and16numerically,themaximumeffectivecutterradius,Ru3eff,max,andthemaximumsurfaceroughnessofCase(III),Hu3max,areobtainedby
3Predictedresults
Figure4aplotstheexpectedmaximumeffectivecutterradiusratio,τReff,max,againstthepathintervalratio,τfp,predictedbytheequationsdescribedinSect.2.Here,τReff,maxistheratioofthemaximumeffectivecutterradiustothefeedpertooth,Reff,max/ft.Figure4bshowstheratiosofτReff,maxpredictedbytheridgemethodtothevaluesevaluatedbytheconventionalroughnessmodel.Asshown,thedifferencebetweentworoughnessmodelsincreasesasthepathintervalratiodecreases.Itcanalsobeseenthatthegeometricalroughnessofthebidirectionalmodeisusuallylargerthanthatoftheunidirectionalmode.
Figure5ashowsthepredictedmaximumroughnessagainstthefeedpertoothfortheconditionsofatoolradiusof5mmandapathintervalof0.5mm.LikeFig.4b,Fig.5bpresentstheratioofthemaximumsurfaceroughnessexpectedbytheridgemethodtothevaluescalculatedbytheconventionalroughnessmodel.
4Experimentsanddiscussion
Tovalidatethemethodproposedinthisstudy,aseriesofexperimentsforvariouspathintervalratioswasconductedonaverticalthree-axismillingmachine.Theresultswerecomparedwiththesurfaceroughnesspredictedbytheridgemethod.
Forthetests,anuncoatedCBNball-endmillof10mmdiameterwithtworight-handedfluteswasemployed,andtheworkpiecematerialAI2024wasused.Machiningconditionswerechosentobe:
0.1mmdepthofcut,0.5mmpathinterval,0.1∼0.6mm/tooththerangeoffeedpertooth.Thespindlespeedwaskeptat2000rpm,andallthetestsweredonewithcoolant.ThecuttingconditionsusedintheexperimentalworkandtheexpectedsurfaceroughnessarelistedinTable1.
ThemeasuredmaximumsurfaceroughnessoftheactualmachinedsurfaceisshowninFig.6.Thereareafewdifferencesbetweenthemeasuredsurfaceroughnessandthepredictedvalues
Theerrorsmaybecausedbythephasedifferencebetweensubsequentcutterpathsanduncertainfactorsnotconsideredinthispaper,suchasbuilt-upedges,run-out,chipflow,etc.
Figure7showsthesurfacetexturesinthemaximum


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 英语 综述
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《财政学》期末习题.docx
《财政学》期末习题.docx
-
《画长方形》说课稿.docx
-
《梅花玉工艺特征及保健功效》孟宪松.docx
-
《食品安全法》试题标准答案.docx
-
《幼儿教育》幼儿园主题活动恐龙教案精选.docx
-
3套打包临汾市六年级上册英语期末单元检测试题含答案.docx
-
12层学生宿舍楼框架剪力墙结构设计书.docx
-
《大学生创业基础》期末考试分.docx
-
《机械制造工程学》复习思考题XXXX.docx
-
《企业安全生产标准化基本规范》GBT.docx
-
《水溶液》知识精析.docx
-
《只有一个地球》导学案设.docx
-
4岁宝宝学习计划.docx
-
16年级语文教学大纲及重难点.docx
-
80岁大寿给长辈的简短祝寿词.docx
-
AAA交通安全文明知识docx.docx
-
CROSS十字教程 十字天书共13页.docx
-
《出师表》教学设计15篇.docx
-
《黄金冲刺》度中考语文作文复习2选材二教学案.docx
-
《尼尔斯骑鹅历险记》读后感15篇.docx
-
《谁的本领大》课堂教学案例.docx
-
《长方体的认识》教学设计.docx
-
4s店工作总结及工作计划范文5篇.docx
-
14管道系统冲吹洗脱脂检验记录.docx
-
40常见蔬菜及分类配图.docx
-
A4安全检查表分析SCLLS评价记录最新修正版精心整理.docx
-
CMACast广播节目表第二章10省通道组.docx
-
FAS一体化触摸屏操作台使用手册范本.docx
-
《高级财务会计》形成性考核册参考答案作业2.docx
-
《课堂教学的50个细节》读书摘记.docx
-
《人体生理学》课程作业及答案.docx
-
《乡下人家》教案15篇.docx
-
校长履新讲话校长履新表态发言Word格式文档下载.docx
-
小学安全管理自查报告4篇文档格式.docx
-
小王子读书心得体会10篇读书心得体会Word格式文档下载.docx
-
一年级数学教学计划(精选5篇)Word格式.docx
-
笑对失败作文20篇Word文件下载.docx
-
小学班主任年度工作总结锦集7篇Word文档下载推荐.docx
-
小学3月22日世界水日活动方案Word文档下载推荐.docx
-
一下语文教学计划Word文档格式.docx
-
写人的作文300字(精选3篇)Word格式文档下载.docx
-
小学后勤年度工作总结集合6篇文档格式.docx
-
红色经典的演讲稿6篇.docx
-
医保工作计划范文五篇Word格式.docx
-
写自己作文3篇文档格式.docx
-
医学生自我鉴定300字10篇Word格式.docx
-
新版4s店车辆销售合同范本Word文档格式.docx
-
小学教师节活动方案范文(精选3篇)Word文档下载推荐.docx
-
小学教师年度考核个人总结Word下载.docx
-
医院内科医生年度工作总结Word格式文档下载.docx
-
护士岗前培训试题.docx
