 机械加工工艺过程卡片 2Word文档格式.docx
机械加工工艺过程卡片 2Word文档格式.docx
- 文档编号:4561280
- 上传时间:2023-05-03
- 格式:DOCX
- 页数:31
- 大小:114.59KB
机械加工工艺过程卡片 2Word文档格式.docx
《机械加工工艺过程卡片 2Word文档格式.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片 2Word文档格式.docx(31页珍藏版)》请在冰点文库上搜索。
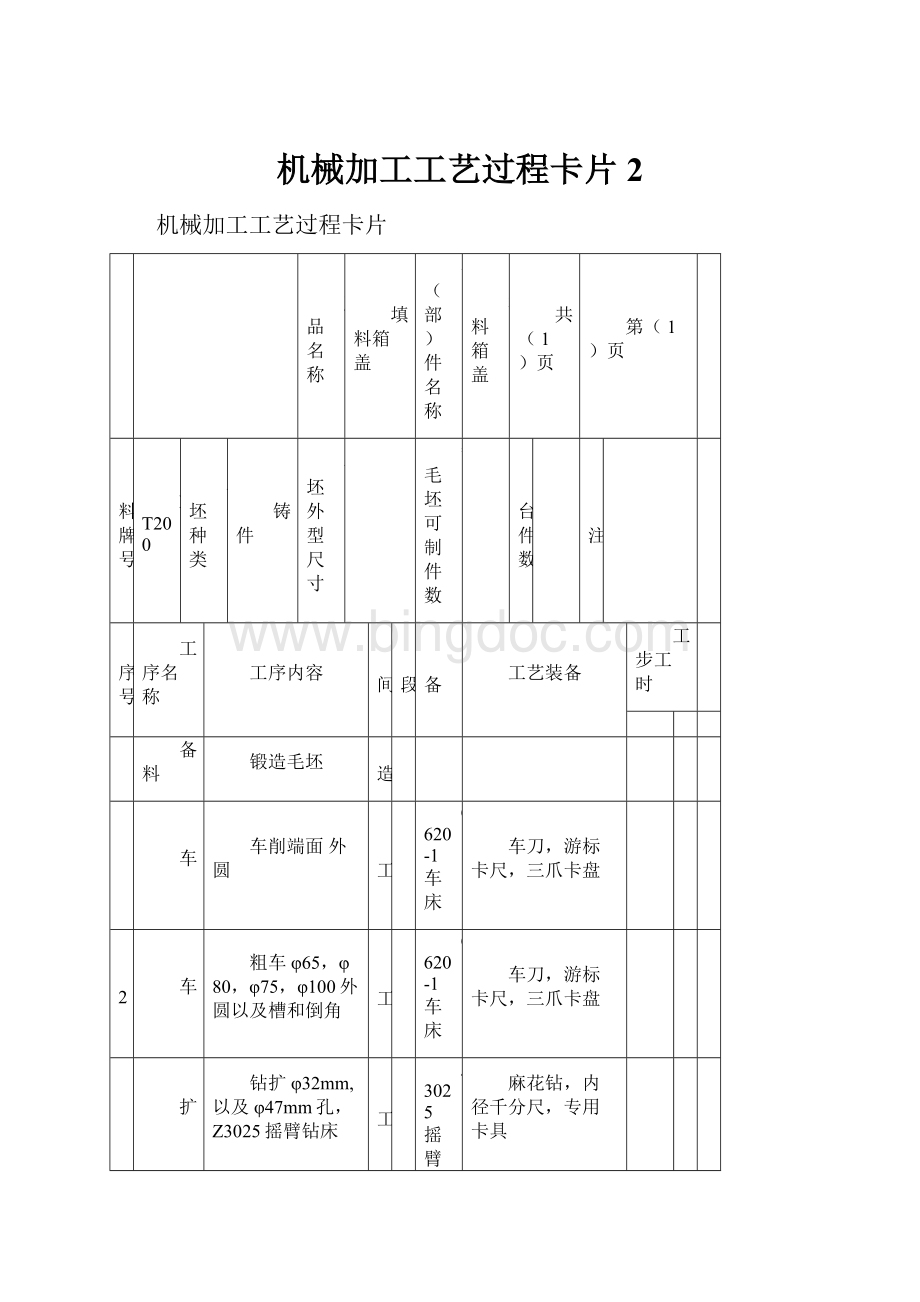
锻造毛坯
锻造
车
车削端面外圆
金工
C620-1车床
车刀,游标卡尺,三爪卡盘
2
粗车φ65,φ80,φ75,φ100外圆以及槽和倒角
3
扩
钻扩φ32mm,以及φ47mm孔,Z3025摇臂钻床
Z3025摇臂钻床
麻花钻,内径千分尺,专用卡具
4
钻
钻6-φ13.5,2-M10-6H,孔深24
5
精车φ65的外圆及φ80相接的端面
6
镗
粗,精,细镗φ60H8的孔
T740金刚镗床
镗刀,内径千分尺,专用卡具
7
铣
铣φ60孔底面
X63型铣床
铣刀,游标卡尺,专用卡具
8
磨φ60孔底面
MD1158(内圆磨床)
砂轮,专用夹具
9
镗φ60孔底面沟槽
内孔车刀,专用夹具
10
研磨φ60孔底面
手工研具
设计日期
审核日期
标准化日期
会签日期
标记
处数
更改文件号
签字
日期
指导
机械加工工序卡片
产品型号
零件
图号
01-01-01
共17页
名称
第1页
(工序图)
机加工
车削
每坯件数
铸造
159x142
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
ZY-01
车床专用夹具
工序工时
准终
单件
39.46s
工步号
工步内容
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给次数
工时定额
机动
辅助
粗车小端端面
专用夹具、YG6硬质合金车刀、
表面粗糙度仪
90
45
0.5
1.25
22s
17.46s
第2页
20.96s
2
粗车φ65外圆
游标卡尺、表面粗糙度仪
0.65
20.5s
0.46s
第3页
(工序图)
22.46s
粗车台阶面
0.52
第4页
52.5s
粗镗φ47内孔
专用夹具、YG6硬质合金镗刀、
内径百分表、表面粗糙度仪
330
49
0.20
21s
31.5s
第5页
CK6140
28s
5
粗镗φ37内孔
420
7s
第6页
ZY-04
55s
6
粗精车大端面
120
35
33s
第7页
35.46s
车外圆保证φ
46
1.5
18s
第8页
35s
车台阶、车环槽
480
151
0.2
30s
5s
第9页
45s
9
粗镗φ60内孔
专用夹具、YG8硬质合金切槽刀、
760
283
0.1
15s
第10页
钻削
Z203
ZY-02
钻床专用夹具
钻6-φ13.5小孔
专用夹具、直柄麻花钻
1360
17
0.22
12s
第11页
11
钻M10螺纹孔及攻丝
专用夹具、丝锥
第12页
专用夹具
28.04s
工步号
工步内容
工艺装备
12
精车φ65外圆
专用夹具、YG8硬质合金镗刀、
142
42
0.3
0.75
10.58s
17.46
第13页
73.46s
13
精、细镗φ60内孔
专用夹具、YG10硬质合金车刀、
内经百分表、表面粗糙度仪
502.8
48.68
29s
44.46s
第14页
磨削
立轴矩台
平面磨床
M7232B
ZY-03
磨床专用夹具
亚硝酸钠
141.86s
14
磨φ60内孔底面
专用夹具、表面粗糙度仪、20x6x8-A36KV6p-1.0m/s型砂轮
970
60.9
0.017
116.4s
第15页
37s
15
精车φ
φ
第16页
617.86s
16
去毛刺
挫刀、砂轮、砂布
600s
7.46s
第17页
317.86s
终检
300s


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械加工工艺过程卡片 机械 加工 工艺 过程 卡片
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
学校篮球比赛解说词.docx
-
一年级下册硬笔书法写字教学设计教学文案.docx
-
医院消防管理重点部位教学文案.docx
-
油库安全生产标准化模板doc.docx
-
幼师专业对口高考真题.docx
-
中考数学专题二次函数.docx
-
主题班会设计方案范文参考4篇.docx
-
人身安全保障制度Word文件下载.docx
-
从用人谈安全文档格式.docx
-
仓库安全操作手册文档格式.docx
-
九师联盟届高三质量检测历史试题含答案解析Word文档下载推荐.docx
-
中小企业组织结构图文档格式.docx
-
酒店员工流失原因分析及对策研究Word下载.docx
-
管理经济学重点概念术语和简答Word下载.doc
-
公务员考试模拟试题浙江省录用公务员考试《申论》模拟试卷2Word格式.docx
-
中华 人民共和国安全生产法 专题试题及答案文档格式.docx
-
中考化学第一次模拟复习考试题6Word格式.docx
-
单证员考试备考辅导复习资料:无纸化国际结算初探Word文档格式.docx
-
产业开发服务中心安生部主任安全责任制Word下载.docx
