 电子厂手工焊接作业指导书标准文档格式.docx
电子厂手工焊接作业指导书标准文档格式.docx
- 文档编号:4700174
- 上传时间:2023-05-03
- 格式:DOCX
- 页数:5
- 大小:289.88KB
电子厂手工焊接作业指导书标准文档格式.docx
《电子厂手工焊接作业指导书标准文档格式.docx》由会员分享,可在线阅读,更多相关《电子厂手工焊接作业指导书标准文档格式.docx(5页珍藏版)》请在冰点文库上搜索。
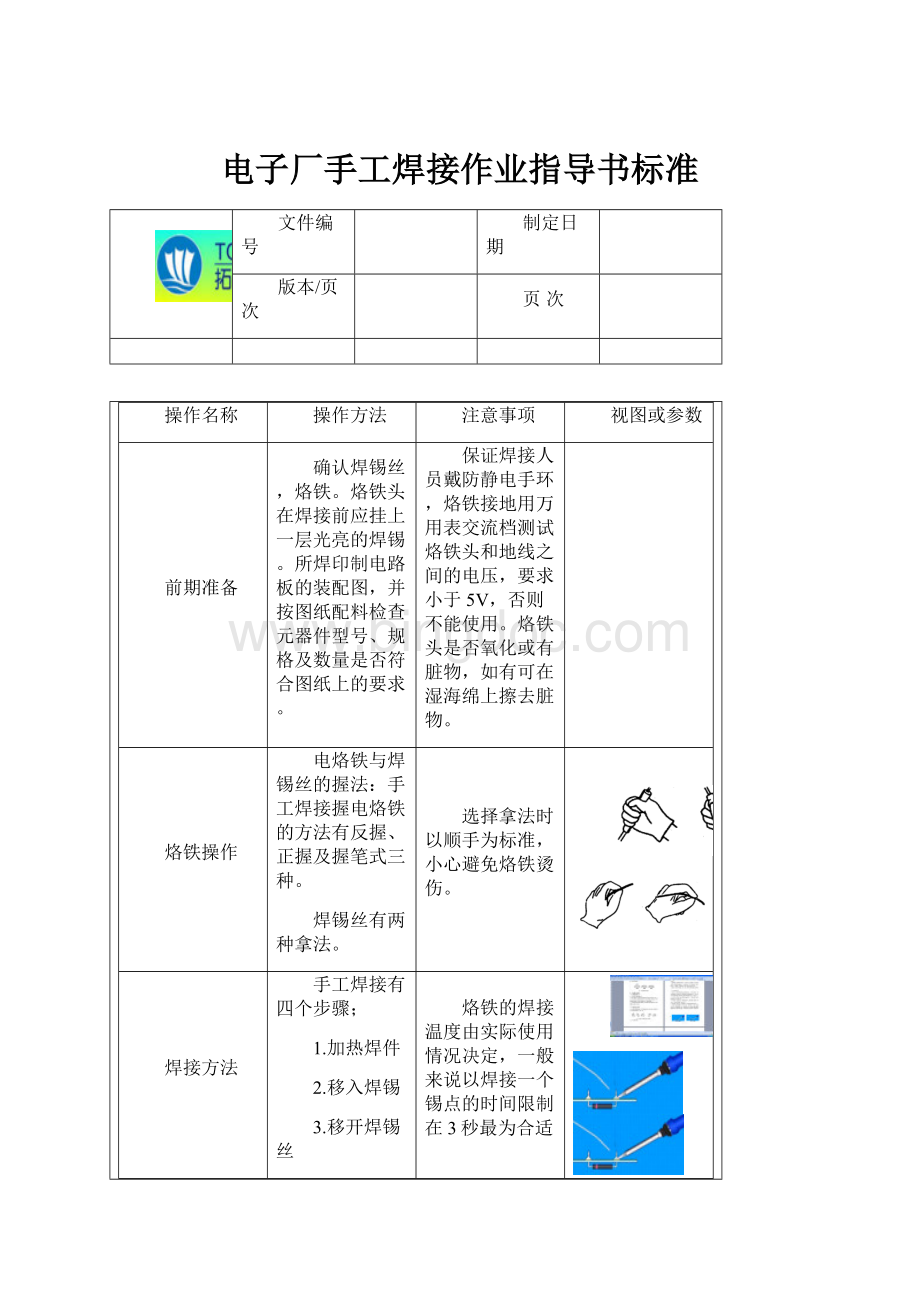
操作方法
注意事项
视图或参数
前期准备
确认焊锡丝,烙铁。
烙铁头在焊接前应挂上一层光亮的焊锡。
所焊印制电路板的装配图,并按图纸配料检查元器件型号、规格及数量是否符合图纸上的要求。
保证焊接人员戴防静电手环,烙铁接地用万用表交流档测试烙铁头和地线之间的电压,要求小于5V,否则不能使用。
烙铁头是否氧化或有脏物,如有可在湿海绵上擦去脏物。
烙铁操作
电烙铁与焊锡丝的握法:
手工焊接握电烙铁的方法有反握、正握及握笔式三种。
焊锡丝有两种拿法。
选择拿法时以顺手为标准,小心避免烙铁烫伤。
焊接方法
手工焊接有四个步骤;
1.加热焊件
2.移入焊锡
3.移开焊锡丝
4.移开电烙铁
烙铁的焊接温度由实际使用情况决定,一般来说以焊接一个锡点的时间限制在3秒最为合适
元器件的插焊
元器件整形后,用食指和中指夹住元器件,准确插入印制电路板规定位置,插装到位后用镊子将穿过孔的引脚向折弯,以免元器件掉出,然后进行焊接操作。
在插焊时注意元器件有无正负极的区分,有区分的元器件要确保正负极的正确后才可焊接,折弯或整形后有字符的元器件面应置于容易观察的位置。
(电阻器)
印制电路板的焊接
将电阻器按图纸要求装入规定位置,并要求标记向上,字向一致,装完一种规格再装另一种规格并尽量使电阻器的高低一致,焊接后将露在印制电路板表面上多余的引脚齐根剪去
焊接时注意避免烙铁在一点上停留时间过长,以免造成电路板过热损坏。
有正负极的电阻要注意不要把正负极接反。
手工焊接作业指导书
1.目的:
规电路板的手工焊接作业程序,使操作者能正确安全的进行生产。
2.围:
适用于本公司现经过培训的操作人员
3.操作规程
(电容器)
将电容器按图纸要求装入规定位置,并注意有极性的电容器其“+”“-”极不能接错。
电容器上的标记方向要易看得见。
(二极管)
正确辨认正负极后按图纸或工艺资料要求装入规定位置,型号及标记要易看得见。
焊接立式二极管时对最短的引脚焊接,时间不要超过2秒钟。
(三极管)
按图纸或工艺资料要求将e、b、c三根引脚装入规定位置,焊接时间应尽可能的短
焊接时用镊子夹住引脚,以帮助散热,焊接大功率三极管时,若需要加装散热片,应将接触面平整,打磨光滑后再紧固
(集成电路)
按照图纸或工艺资料要求,检查集成电路的型号、引脚位置是否符合要求,焊接时先焊集成电路边沿的二只引脚,以使其定位,然后再从左到右或从上至下进行逐个焊接,
烙铁一次沾取锡量为焊接2~3只引脚的量,烙铁头先接触印制电路的铜箔,待焊锡进入集成电路引脚底部时,烙铁头再接触引脚,接触时间以不超过3秒钟为宜,而且要使焊锡均匀包住引脚
手插元器件拆卸
一手拿着电烙铁加热待拆元器件引脚焊点,一手用镊子夹着元器件,待焊点焊锡熔化时,用夹子将元器件轻轻往外拉
拉时不能用力过猛,以免将焊盘拉脱
多焊点元器件拆法
采用吸锡枪逐个将引脚焊锡吸干净后,再用夹子取出元器件。
借助吸锡材料靠在元器件引脚用烙铁和助焊剂加热后,抽出吸锡材料将引脚上的焊锡一起带出,最后将元器件取出。
使用热风枪的时候不要时间过长,以免烧坏元件和电路板。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电子厂 手工 焊接 作业 指导书 标准
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
敬老院消防安全制度.docx
-
目标管理质量环境职业健康安全目标指标及管理方案副本.docx
-
举例说明数据与信息之间的关系电子教案.docx
-
开学第一课活动方案完整版.docx
-
南京市盐城市高三英语模拟考试含答案.docx
-
克孜尔千佛洞导游词doc.docx
-
内科培训登记册.docx
-
混合动力汽车的探索和研究本科毕业论文doc.docx
-
机电工程真题解析.docx
-
基本建设项目竣工财务决算说明书模板.docx
-
集控楼框架结构施工方案.docx
-
宁津事业单位招聘考试真题及答案解析完整版.docx
-
计算机基础模拟试题其答案.docx
-
评语大全之实习员工转正评语.docx
-
加油站优惠促销规划方案.docx
-
家园内部认购及开盘计划方案.docx
-
监控平台测试流程.docx
-
简爱的梗概.docx
-
建平中学届高三英语期中测试.docx
