 工序卡Word格式.docx
工序卡Word格式.docx
- 文档编号:5765511
- 上传时间:2023-05-05
- 格式:DOCX
- 页数:19
- 大小:295.96KB
工序卡Word格式.docx
《工序卡Word格式.docx》由会员分享,可在线阅读,更多相关《工序卡Word格式.docx(19页珍藏版)》请在冰点文库上搜索。
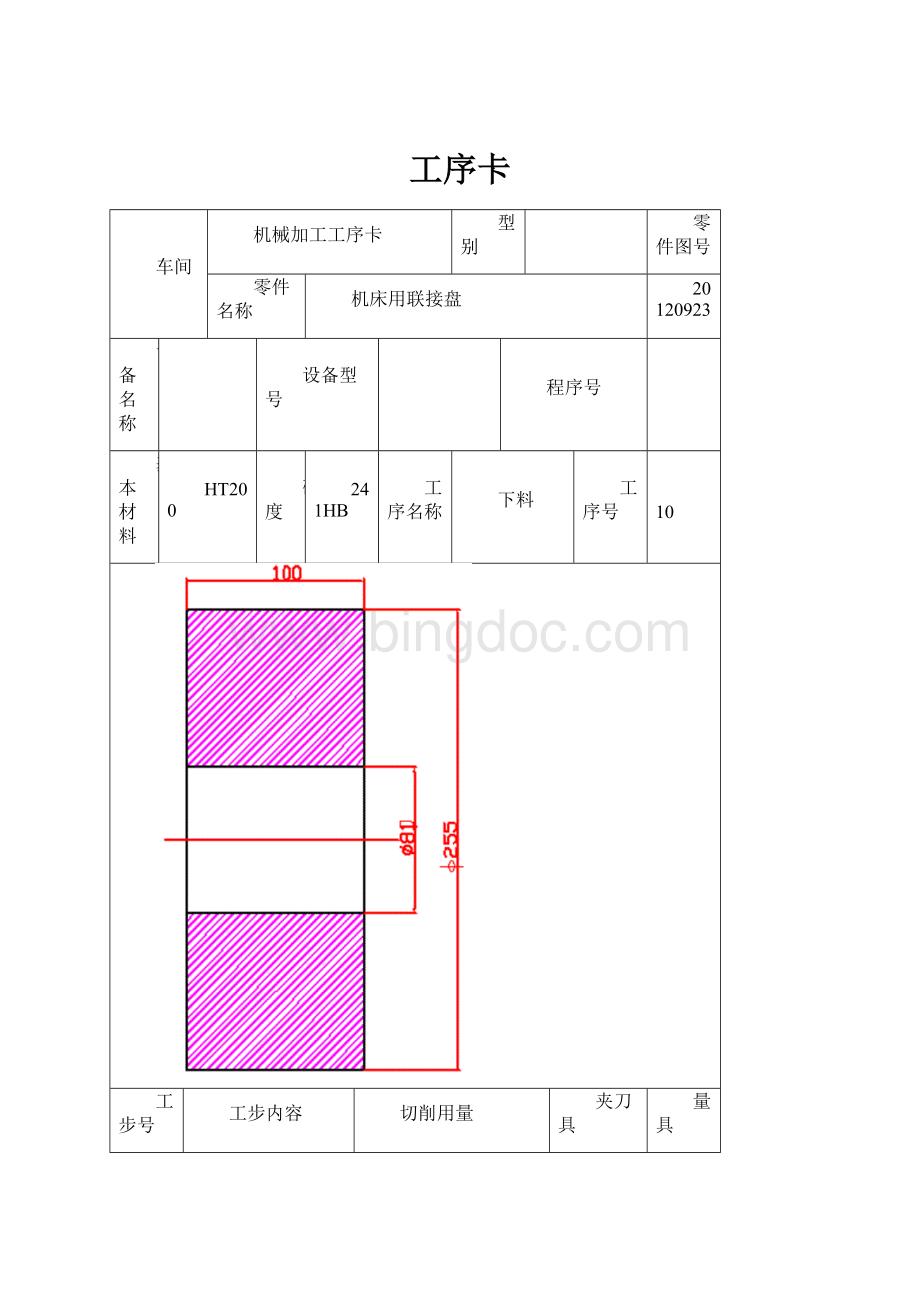
241HB
工序名称
下料
工序号
10
工步号
工步内容
切削用量
夹刀具
量具
N
(r/min)
F
(mm/r)
(mm)
编号
名称
1
按φ255mm×
100mm,中心φ80的管下料
更改栏
工艺员
共页
工艺室主任
第页
主工艺师
更改单号
更改编号
更改者
日期
热处理,调质
20
热处理调质
普车车间
普车
CA6140
车
30
2
粗车右端外圆,粗车右端面
480
0.15
4
2
45度外圆车刀
游标卡尺
陈永能
数车车间
数控加工工序卡
数控车床
CK7150A
O0001
40
1
粗车左端外圆
500
109
3
90°
硬质合金粗车刀
游标卡尺
精车左端外圆
700
0.3
镗φ82的通孔
镗刀
游标卡尺
内径千分尺
粗精镗φ90,深40的孔
数控车床
O0002
50
53
2
精车左端外圆
700
硬质合金精车刀
外径千分尺
3
倒右端c3的圆角
0.2
6
45°
硬质合金车刀
加工中心车间
加工中心
XH713A
O0004
加工中心
60
铣上端槽
300
200
10
φ20的端铣刀
钻φ9.2的孔
φ9.2的钻头
3
攻丝
M10的丝锥
螺纹塞规
加工中心车间
70
n(r/min)
铣下端槽
XH713A
O0005
80
截面图
俯视图
钻四个φ11的通孔
500
T04
φ11 钻头
内,外径千分尺
钻四个深8mmφ15的孔
500
T05
φ15钻头
内,外径千分尺
O0006
90
夹左端,车M88X6的内螺纹
300
7.8
T0404
内螺纹刀
4
螺纹塞规
钳
100
去毛刺,倒钝
20120923
检
110
检验各尺寸
外径千分尺塞规
内径千分尺深度千分尺
合格入库


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工序
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
《中医学基础》教案.docx
-
C#将结果集中数据导入到一个已经做好的excel模板.docx
-
平凡的生活因你的说说.docx
-
国家级电子商务进农村综合示范项目实施方案.docx
-
2mo yuwen.docx
-
广西宾阳县宾阳中学高一地理下学期期末考试试题 文.docx
-
EPON接入业务开局实列0306.docx
-
天津市蓟县学年八年级上学期期中考试政治试题扫描版.docx
-
国外证券经纪业务发展模式与制度启示.docx
-
田园梦.docx
-
哈尔滨师范大学硕士研究生含专业学位招生考试大纲.docx
-
团支部年下半年工作计划范文最新篇.docx
-
LED灯泡检验标准.docx
-
企业各级管理职能部门职权利划分及组织原则.docx
-
NFkb信号通路.docx
-
完整版面瘫诊疗方案的优化评估.docx
-
夯管法工艺.docx
-
杭州1213款宝马Z4升级导航新款宝马Z4改装手写导航新款宝马Z4加装专用导航宝马Z4加装倒车影像功能.docx
-
王明慈概率论与数理统计第二版习题解答习题五六.docx
