 海南省第一次地理国情普查数据分类代码表资料下载.pdf
海南省第一次地理国情普查数据分类代码表资料下载.pdf
- 文档编号:5976080
- 上传时间:2023-05-05
- 格式:PDF
- 页数:5
- 大小:276.89KB
海南省第一次地理国情普查数据分类代码表资料下载.pdf
《海南省第一次地理国情普查数据分类代码表资料下载.pdf》由会员分享,可在线阅读,更多相关《海南省第一次地理国情普查数据分类代码表资料下载.pdf(5页珍藏版)》请在冰点文库上搜索。
a:
2:
{i:
0;s:
17863:
"收稿日期:
@#@2004-09-20;@#@修订日期:
@#@2004-11-06基金项目:
@#@安徽省教育厅自然科学基金资助项目(2001KJ026)作者简介:
@#@王德广(1977-),男,安徽工业大学硕士研究生。
@#@芯棒位置对管材内径尺寸精度影响的有限元模拟王德广,邓小民(安徽工业大学材料工程学院,安徽马鞍山243002)摘要:
@#@利用MSC1MARC有限元仿真软件模拟了固定短芯棒拉拔时芯棒在变形区中不同位置时的管材拉拔过程,研究芯棒位置不同对管材内径尺寸精度影响的规律。
@#@结果表明,芯棒在变形区中位置不同,拉拔管材的内径尺寸缩小量不同,这种变化还与芯棒与模子的配合类型有关。
@#@本模拟反映了拉拔过程中管材变形的近似过程,为研究和开发新工艺、新技术提供了有效的工具。
@#@关键词:
@#@管材拉拔;@#@管材内径尺寸精度;@#@有限元模拟中图分类号:
@#@TG33517文献标识码:
@#@A文章编号:
@#@1001-196X(2005)01-0051-04FiniteelementsimulationfortheinfluenceofmandrelspositionontheprecisionoftubesinsidedimensionWANGDe2guang,DENGXiao2min(SchoolofMaterialandEngineering,AnhuiUniversityofTechnology,Maanshan243002,China)Abstract:
@#@ThearticlesimulatestheprocessesoftubedrawingwhenthemandrelspositionisdifferentinthedeformzonebyusingthefiniteelementanalysissoftwareofMSC1MARC,andstudiestheinfluencingrulesofmandrelspositionontheprecisionoftubesinsidedimension.Theresultsofsimulationindicatethatthere2ductionofinsidedimensionwillchangewhenthemandrelspositionisdifferentinthedeformationzone,andthevarietiesareconnectedwiththefitnessofmandrelandmold.Thissimulationreflectsthemicrocosmicde2formationcourseoftubedrawingandprovidesaneffectivetoolforanalysisandexploitationofnewprocessandtechnology.KeyWords:
@#@tubedrawing;@#@theprecisionoftubesinsidedimension;@#@finiteelementsimulation管材拉拔主要有空拉、固定短芯棒拉拔、长芯棒拉拔、游动芯棒拉拔、顶管法以及扩径拉拔等方法,其中固定短芯棒拉拔应用最广泛。
@#@固定短芯棒拉拔是指在拉拔时,芯棒通过一个与机架尾部相连的拉杆被固定在模孔中不动,管坯通过模孔与芯棒之间形成的间隙实现减径和减壁。
@#@固定短芯棒拉拔的管材内表面质量比空拉的好,管材内径尺寸精度也比空拉的高,适合于生产除了细长管外的各种规格管材。
@#@然而,在实际生产中,往往由于受多种因素的影响,用固定短芯棒拉拔高精度管材时,管材内径尺寸精度多数不能令人满意。
@#@我们利用MSC1MARC有限元仿真软件模拟了固定短芯棒拉拔时芯棒在变形区不同位置时的管材拉拔过程,研究芯棒位置对管材内径尺寸精度影响的规律。
@#@1芯棒在变形区中的位置固定短芯棒拉拔时,芯棒圆柱段必须进入模子的定径带,在模孔的全周上形成一个具有一定尺寸精度的环形孔型,这样拔出的管材才能符合规定的尺寸及相应精度。
@#@从理论上讲,只要模具与芯棒的配合尺寸设计合理,芯棒的工作带圆柱段正好处于模子的定径带位置,则无论二者配合段有多长,都能够保证管材的尺寸精度。
@#@然而,在实际生产中,芯棒在变形区中的位置不同,往往会给管材的内径尺寸精度及内表面质量带来不同影响。
@#@在用锥形模和圆柱形芯棒配合进行拉拔时,如果芯棒的前端伸出模子的定径带过多(如图152005No11重型机械1994-2006ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.http:
@#@/1a所示),则管材出模子定径带后,其内表面还继续与芯棒的工作表面接触。
@#@在拔制时,特别是在拔制过程刚建立时,一方面,由于摩擦力的增加,加大了拔制力,增加了管材拔断的可能性;@#@另一方面,对于链式冷拔管机来说,通过链条作用在拉拔小车上的力的作用线和小车钳口作用在被拉拔管夹头上力的作用线,往往与模子及芯棒的轴线不完全一致,将导致管材内表面受到芯棒前端棱角部位非纵向力的作用,易造成管材拔断。
@#@这种现象在拉拔过程刚建立时表现得非常明显,随着拔出管材长度的增加,拉拔小车远离拉拔模,这种不一致将逐渐减小。
@#@此外,芯棒与管材内壁接触的距离越长,接触面上的润滑条件越差,越容易造成芯棒粘金属,用圆柱形芯棒拉拔铝合金管材时,在芯棒前段工作带表面上经常可以看到一层薄薄的粘铝,芯棒伸出模子定径带的部分越长,粘铝段也越长。
@#@芯棒粘金属使管材内表面形成划道、擦伤等缺陷,并影响管材的内径尺寸精度。
@#@如果芯棒的前端伸出模子的定径带过短,当小车钳口作用在被拉拔管夹头上力的作用线与模子及芯棒的轴线不一致时,易造成管材椭圆,并产生大的弯曲,给随后工序的加工带来困难。
@#@在通常情况下,管材拉拔模的定径带长度都比较短(最短只有1mm左右),如果芯棒位置过于偏后,由于拉杆的弹性变形,可能会造成芯棒与模子工作带瞬间脱离配合(如图1b所示),造成空拔,使壁厚的减缩量减小或不减壁,从而造成管材内径尺寸减小。
@#@图1锥形模与柱形芯棒配合(a)芯棒过前(b)芯棒过后在空拔过程中管材内部无芯棒的支撑和抛光作用,也将使管材的内径尺寸精度降低,内表面变得粗糙。
@#@这种情况在用弧形模和圆锥形芯棒配合(如图2所示)进行拉拔时表现得更加明显。
@#@因为这种模具的定径带很宽,而芯棒的定径带很窄,如果芯棒的定径带处于模子定径带的中间位置时,在拉拔过程中,处于变形区中的管材内壁首先脱离芯棒,随后管材外表面才脱离模子。
@#@用固定短芯棒方式拉拔管材过程中,管材在沿纵向被拉长的同时,管材的壁厚尺寸沿径向被压缩减薄。
@#@当管材内壁脱离芯棒进入区时,管材外表面还没有与模子脱离接触。
@#@一旦管材内壁脱离了与芯棒的接触,金属的塑性变形过程也就基本结束。
@#@这时,由于作用在管材内壁上的径向压缩应力消失,变形金属将沿径向发生弹性恢复,这种弹性恢复的结果只能使管材内径缩小。
@#@如果芯棒位置向前,到了区时管材的内、外壁同时与芯棒和模子脱离接触,金属沿径向的弹性恢复才能以外径扩大和内径缩小的形式表现出来。
@#@这时,管材内径的缩小量将明显减小。
@#@图2弧形拔管模和圆锥棒配合文献1,2的实验研究认为:
@#@随着芯棒前伸量的增加,内径缩小量减小,不同类型的模具,芯棒位置对内径缩小量的影响变化趋势大致相同。
@#@与上述分析是一致的。
@#@2有限元模拟研究冷拔是生产薄壁管材的重要方式之一,长期以来各生产厂家积累了不少实际经验。
@#@但冷拔理论发展至今,所用的主要研究分析方法仍是初等解析法及实验法。
@#@初等解析法的主要特征及存在的问题是其平截面假设。
@#@而实验法要耗费大量的人力、物力及时间,不可能在大范围内进行。
@#@受研究方法的限制,对管材冷拔过程的认识至今仅停留在宏观上,对变形过程的认识也多为经验性的,即结果仅适用于局部或个别。
@#@对管材拔制过程中金属内部流动规律尚有待进行深入研究。
@#@随着计算机技术的发展,近年来,国内外普遍采用各种计算机仿真技术对拉拔过程进行模拟分析312,获得对金属变形过程更为微观、全面的认识,可大大降低人力、物力消耗,缩短研究分析的时间,为生产实践提供指导性依据,正逐渐成为研究管材拉拔过程的有效途径。
@#@25重型机械2005No111994-2006ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.http:
@#@/本文利用MSC1MARC有限元仿真软件,对固定短芯棒拉拔过程中芯棒位置对管材内径尺寸精度的影响进行了模拟分析,研究其影响规律,以指导生产实践,生产内径尺寸精度较高的管材。
@#@目前,采用固定短芯棒拉拔管材时常用两种形式模具配合模型,即锥形模-柱形芯棒配合(模型1)和弧形模-锥形芯棒配合(模型2)。
@#@本文对这两种配合模型分别进行了模拟研究。
@#@211实验用材料材料选用6063铝合金,其弹性模量E=70000MPa,泊松比=013,初始屈服应力为50MPa,材料加工硬化数据见表1。
@#@管坯规格为22mm(内径)213mm(壁厚),成品为20mm210mm。
@#@212实验方法采用单道次拉拔,拉拔速度为40m/min,采用库仑摩擦形式(拉拔模与管材摩擦系数为0109,芯棒与管材摩擦系数为011),模子和芯棒均视为刚性体。
@#@我们采用固定管材夹头(即在夹头上施加约束,使其固定不动),外模和芯棒以拉拔速度反向同步运动模拟拉拔过程。
@#@为了清晰地定义芯棒位置,如图3所示,把模孔定径带出口截面作为基准线。
@#@当芯棒位置过前时,芯棒工作带前端横截面超出基准线部分为正值,称为前伸;@#@当芯棒位置过后时,芯棒工作带前端横截面与基准线之间的距离为负值,称为后伸。
@#@为了保证研究的准确性,每隔1mm做一个模型进行模拟。
@#@模型均采用轴对称形式,取长L=30mm一段管材(不计夹头),对其划分单元格,长度方向为167层四边形单元,厚度方向为16层单元,对夹头划分487个单元格,总共3159个单元格。
@#@加载方式为等步长位移加载(位移载荷加在外模和芯棒上),总步数为400步,采用位移收敛准则,收敛精度为|U/U|011(其中U为节点每一增量步中的实际位移增量,U为反复迭代过程中节点两次迭代位移增量)。
@#@图3芯棒在变形区中的位置表1铝合金6063加工硬化数据应变00105011012013014015016017018应力/MPa5080100115125135145155159163213模拟结果及分析在Marc中测量管材内径尺寸时,我们采用节点路径工具(PathplotNodepath),测出管材内壁上的节点变形前后的位移,然后经过Ori2gin进行处理,转化为内径尺寸。
@#@21311锥形模柱形芯棒配合(模型1)锥形模柱形芯棒配合有限元模型如图4所示。
@#@模子定径带长度为510mm,锥角为11。
@#@芯棒工作带前端在变形区中不同位置时,拉拔出的管材内径尺寸变化见图5、图6。
@#@图4锥形模柱形芯棒配合有限元模型图5芯棒前伸时管材内径尺寸变化规律11基准点21前伸110mm31前伸210mm41前伸310mm51前伸410mm从以上模拟结果可以看出,对于锥形模与柱形芯棒配合,当芯棒工作带前端横截面位于基准线处时,拉拔管材内径的缩小量最小;@#@当芯棒工作带前端横截面位置在基准线左右210mm范围内时,拔出的管材内径缩小量有微量增加;@#@当超出这个范围时,管材内径缩小量逐渐增大。
@#@352005No11重型机械1994-2006ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.http:
@#@/图6芯棒后伸时管材内径尺寸变化规律11后伸110mm21后伸210mm31后伸310mm41后伸410mm如果芯棒向前伸出过长时,内径缩小量增大较缓慢。
@#@因为,这时管材外表面已经脱离变形区,发生了部分回弹,而内表面仍有芯棒作用,使内表面发生回弹的量很小,故管材内径缩小量不大。
@#@如果芯棒向后缩短量较大时,内径缩小量增大较快。
@#@因为,这时管材的外表面还未脱离变形区,没有发生回弹,而管材的内表面,由于芯棒的缩后,使得内表面先于外表面脱离芯棒,首先发生回弹,造成内径缩小。
@#@芯棒缩后量越大,管材内径缩小量也越大。
@#@模拟结果与理论分析和生产实践基本吻合。
@#@21312弧形模锥形芯棒配合(模型2)弧形模锥形芯棒配合如图7所示,模子定径带长度为15mm;@#@芯棒定径带长度为2mm,芯棒锥角9。
@#@图7弧形外模锥形芯棒配合芯棒定径带位于变形区不同位置时,拔制管材的内径尺寸如图8、图9所示。
@#@图8芯棒前伸时管材内径尺寸变化规律11基准点21前伸110mm31后伸210mm图9芯棒后伸时管材内径尺寸变化规律11后伸110mm21后伸210mm31后伸310mm41后伸410mm从图8、图9可以看出,对于弧形模锥形芯棒的配合方式,无论是芯棒在变形区的位置靠前还是靠后,管材内径缩小量均比锥形模柱形芯棒配合方式都大,这是因为弧形模-锥形芯棒配合时,芯棒的定径带比较短,变形区相应的也比较短,定径作用没有锥形外模-柱形芯棒配合时大,管材内外表面发生回弹比较大。
@#@同时,当芯棒位置靠后(即芯棒在变形区后伸)时,管材内径缩小量比靠前时大。
@#@在管材拉出变形区后,外表面还有锥模的限制作用,故回弹很小,而此时,内表面已经先于外表面脱离芯棒,造成内表面回弹,使管材内径缩小,芯棒再向后伸,影响不是很大了。
@#@另外,我们从图8中可以看到,当芯棒的定径带没有完全伸出变形区时,内径缩小,但当芯棒伸出过长,以至于芯棒的定径带伸出变形区时,管材内径不缩小反而扩大了,这是因为,当芯棒向前伸出过长时,外表面没有了限制,而在内表面受芯棒的继续作用,此时拔制方式接近于扩拉,内径扩大。
@#@3结论通过以上的模拟及分析,可以看出,采用固定短芯棒拉拔管材时,芯棒位置对拉拔管材的内径尺寸精度有一定影响。
@#@要生产内径尺寸精度很高的管材,必须使芯棒的位置较准确的控制在基准线附近。
@#@这种影响规律与芯棒和模子的配合方式有关。
@#@当采用弧形模-锥形芯棒这种配合方式拉拔管材时,由于芯棒的定径带太短,管材的内径缩小量比较大,不适宜生产内径尺寸精度比较(下转第57页)45重型机械2005No111994-2006ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.http:
@#@/4冷、热旋封头测试分析在FWX20型数控一步法无胎冷旋压机上装配了多头移动枪式加热器,选取厚度为516mm,材质为A3的共4块直径为845mm的圆形钢板坯料作为试样进行试验。
@#@两块采用冷旋成形,两块采用热旋成形,热旋温度在650左右。
@#@冷、热旋封头厚度变化曲线见图3,冷、热旋封头所用旋压力Py的变化曲线见图4。
@#@图3冷热旋封头厚度变化曲线图4冷热旋压力曲线从图3和图4可知,在板厚相同的情况下,由于热旋时的金属塑性好,其所用压力明显低于冷旋。
@#@试验中发现,冷、热旋封头最薄处均为511mm,减薄率为(516-511)100%/516=819%;@#@冷旋封头减薄带的宽度比热旋时宽;@#@最大减薄部位发生在R-r的过渡区,并且冷、热旋封头在直边部位壁厚均有增厚现象。
@#@热旋后各封头形状的冷态测试均满足设计要求。
@#@5结束语本文针对无胎冷旋压机加工大规格厚壁封头时废品率较高的实际情况,提出对厚壁封头进行加热旋压的方法,并介绍了将一台冷旋压机改装成冷热两用旋压机的方案。
@#@通过实验确定出合适宜的热旋工艺参数:
@#@温升速度在150200之内,热旋温度在600700之间。
@#@使用证明该设计方案合理,结构简单,易于实现,对同类设备的设计和改造具有一定的参考价值。
@#@参考文献:
@#@1王涛.封头成形技术专集J.锻压技术(增刊),1990.13-17.2王成和.旋压技术M.北京:
@#@机械工业出版社,1986.3姜桂荣.无芯模一步成形机的设计与研究J.机械设计,2002,
(2):
@#@47-49.4官忠范.液压传动系统M.北京:
@#@机械工业出版社,1987.5王春行.液压伺服控制系统M.北京:
@#@机械工业出版社,1987.6姜桂荣.FWX20封头旋压机构运动分析与测试J.机械传动,2003,
(1):
@#@43-45.(上接第54页)高的管材。
@#@采用锥形模-柱形芯棒配合方式时,由于芯棒是圆柱形的,芯棒有足够的长度对管材内径进行定径,因此,芯棒的定径作用比弧形模-锥形芯棒大,比较适合生产内径尺寸精度比较高的管材。
@#@参考文献:
@#@1张才安.无缝钢管生产技术M.四川:
@#@重庆大学出版社,1997.2张才安,樊韬.冷拔钢管质量M.四川:
@#@重庆大学出版社,1994.3刘明霞,阮峰,黎厚芳等.拉拔成型的弹塑性有限元分析J.锻压机械,2001,(3):
@#@47-49.4韩宝云,金明,钟倩霞.钢管中式模空拔过程计算机有限元仿真研究J.钢管,2000,(5):
@#@42-46.5韩宝云,胡成威.钢管苏式模空拔过程的计算机有限元模拟J.钢铁研究学报,2001,(6):
@#@19-22.6杜凤山,吴维勇,刘才等.管材空拔成型的计算机仿真J.工程力学,1998,(3):
@#@77-81.7韩宝云,胡成威.对钢管空拔后出口尺寸变化规律的计算机模拟研究J.钢管,2001,(3):
@#@14-19.8韩宝云,金明,钟倩霞.钢管冷拔过程计算机有限元仿真研究J.钢管,2000,(4):
@#@23-27.9臧新良,周维海,杜凤山等.复合管拉拔过程的计算机仿真J.重型机械,2001,(3).10叶金铎,温殿英.空拔管成型过程的非线性有限元分析J.重型机械,2001,(6):
@#@41-44.11黄成江,李殿中,戎利建等.多道次拉拔管的三维弹塑性有限元分析J.钢铁研究学报,2000,(3):
@#@27-30.12Karnezis,P1Farrugia,D1C1Studyofcoldtubedrawingbyfinite2elementmodelingJ.JournalofMaterialsEngineeringandPerformance,1998,(4):
@#@690-694.752005No11重型机械1994-2006ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.http:
@#@/";i:
1;s:
4490:
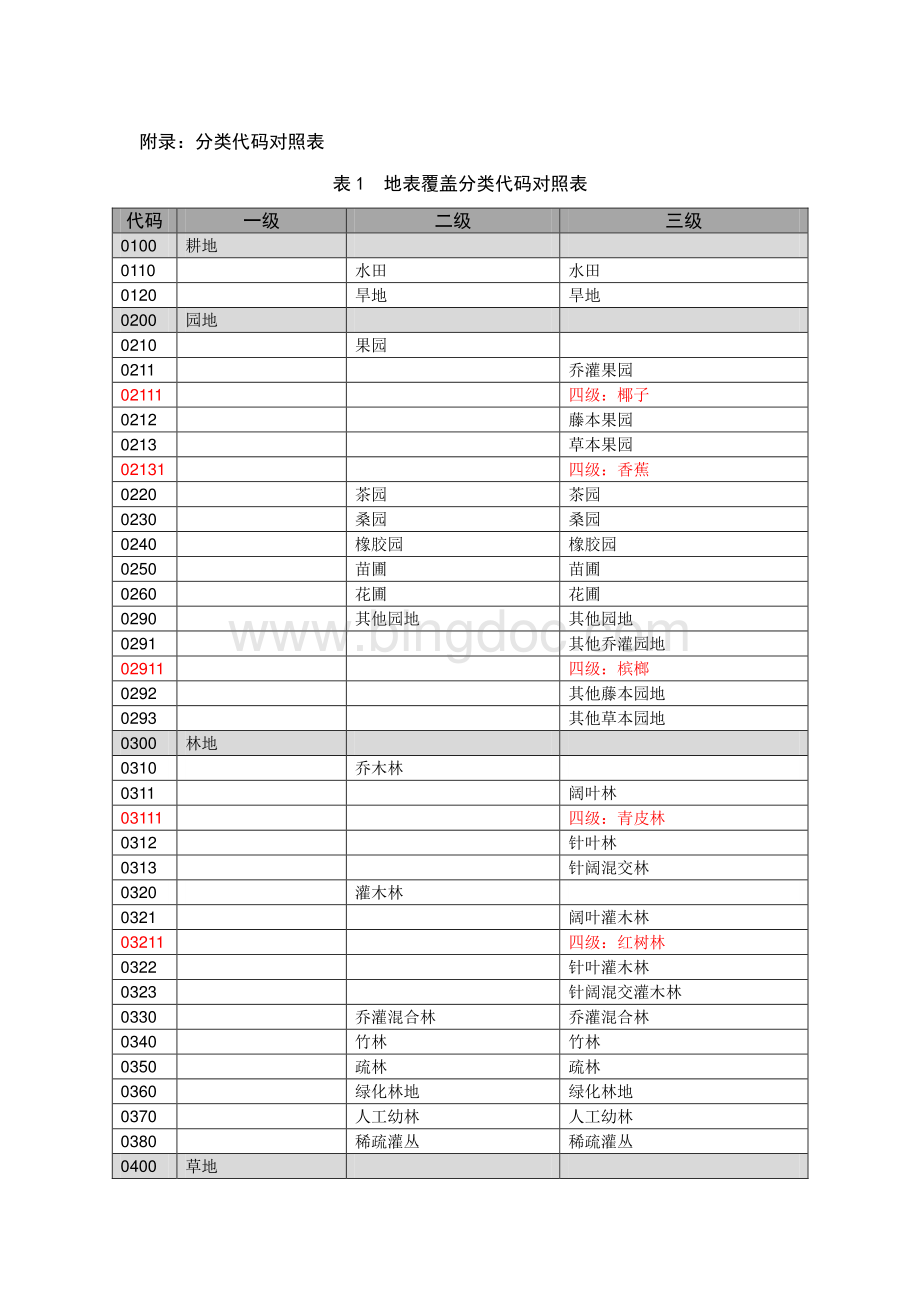
"附录:
@#@分类代码对照表表1地表覆盖分类代码对照表代码一级二级三级0100耕地0110水田水田0120旱地旱地0200园地0210果园0211乔灌果园02111四级:
@#@椰子0212藤本果园0213草本果园02131四级:
@#@香蕉0220茶园茶园0230桑园桑园0240橡胶园橡胶园0250苗圃苗圃0260花圃花圃0290其他园地其他园地0291其他乔灌园地02911四级:
@#@槟榔0292其他藤本园地0293其他草本园地0300林地0310乔木林0311阔叶林03111四级:
@#@青皮林0312针叶林0313针阔混交林0320灌木林0321阔叶灌木林03211四级:
@#@红树林0322针叶灌木林0323针阔混交灌木林0330乔灌混合林乔灌混合林0340竹林竹林0350疏林疏林0360绿化林地绿化林地0370人工幼林人工幼林0380稀疏灌丛稀疏灌丛0400草地代码一级二级三级0410天然草地0411高覆盖度草地0412中覆盖度草地0413低覆盖度草地0420人工草地0421牧草地0422绿化草地0423固沙灌草0424护坡灌草0429其他人工草地0500房屋建筑(区)0510多层及以上房屋建筑区0511高密度多层及以上房屋建筑区0512低密度多层及以上房屋建筑区0520低矮房屋建筑区0521高密度低矮房屋建筑区0522低密度低矮房屋建筑区0530废弃房屋建筑区废弃房屋建筑区0540多层及以上独立房屋建筑0541多层独立房屋建筑0542中高层独立房屋建筑0543高层独立房屋建筑0544超高层独立房屋建筑0550低矮独立房屋建筑低矮独立房屋建筑0600道路0610有轨道路路面有轨道路路面0601无轨道路路面无轨道路路面0700构筑物0710硬化地表0711广场0712露天体育场0713停车场0714停机坪与跑道0715硬化护坡0716场院0717露天堆放场0718碾压踩踏地表0719其他硬化地表07191四级:
@#@小运动场0720水工设施0721堤坝0740城墙城墙代码一级二级三级0750温室、大棚温室、大棚0760固化池0761游泳池0762污水处理池0763晒盐池0769其他固化池0770工业设施工业设施0780沙障沙障0790其他构筑物其他构筑物0800人工堆掘地0810露天采掘场0811露天煤矿采掘场0812露天铁矿采掘场0813露天铜矿采掘场0814露天采石场0815露天稀土矿采掘场0819其他采掘场0820堆放物0821尾矿堆放物0822垃圾堆放物0829其他堆放物0830建筑工地0831拆迁待建工地0832房屋建筑工地0833道路建筑工地0839其他建筑工地0890其他人工堆掘地其他人工堆掘地0900荒漠与裸露地表0910盐碱地表盐碱地表0920泥土地表泥土地表0930沙质地表沙质地表0940砾石地表砾石地表0950岩石地表岩石地表1000水域1001水面水面1012水渠水渠1050冰川与常年积雪1051冰川1052常年积雪表2地理国情要素分类代码对照表代码一级二级三级0600道路0610铁路铁路0620公路公路0630城市道路城市道路0640乡村道路乡村道路0700构筑物0720水工设施0721堤坝0722闸0723排灌泵站0729其它水工构筑物0730交通设施0731隧道0732桥梁0733码头0734车渡0735高速公路出入口0736加油(气)、充电站0800人工堆掘地0820堆放物0821尾矿堆放物1000水域1010河渠1011河流1012水渠1020湖泊湖泊1030库塘1031水库1032坑塘1040海面海面1050冰川与常年积雪1051冰川1052常年积雪1100地理单元1110行政区划与管理单元1111国家级行政区1112省级行政区1113特别行政区1114地、市、州级行政区1115县级行政区代码一级二级三级1116乡、镇行政区1117行政村1118城市中心城区1119其他特殊行政管理区1120社会经济区域单元1121主体功能区1122开发区、保税区1123国有农、林、牧场1124自然、文化保护区1125自然、文化遗产1126风景名胜区、旅游区1127森林公园1128地质公园1129行、蓄、滞洪区1130自然地理单元1131流域1132地形分区1133地貌类型单元1134湿地保护区1135沼泽区1140城镇综合功能单元1141居住小区1142工矿企业1143单位院落1144休闲娱乐、景区1145体育活动场所1146名胜古迹1147宗教场所";}


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 海南省 第一次 地理 国情 普查 数据 分类 码表
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
六年级毕业动员大会程序教学内容.docx
-
团体建筑施工人员意外伤害保险条款版.docx
-
六年级数学教学工作计划5篇.docx
-
六年级下册语文教学工作计划.docx
-
王菲写作模板班讲义.docx
-
六一儿童节ppt.docx
-
论文.docx
-
椭圆性质92条及其证明精编文档doc.docx
-
完整版会计分录大全.docx
-
危险性较大的分部分项工程监理实施细则1.docx
-
外研版英语九年级上Module 12 Unit1 If everyone starts to do something the world will be saved同步练.docx
-
龙虾规模化养殖项目可行性研究报告.docx
-
为什么生产计划做不好.docx
-
完整三年级综合实践教案.docx
-
铝制产品加工通用技术要求.docx
-
陆金所问题投资半年我之见解.docx
-
网络工程师调试工具IPOP使用手册.docx
-
文言虚词复习学一学生版.docx
-
网络常用英语缩写精编版.docx
