 加工余量参数表Word文档下载推荐.docx
加工余量参数表Word文档下载推荐.docx
- 文档编号:6513530
- 上传时间:2023-05-06
- 格式:DOCX
- 页数:15
- 大小:29.39KB
加工余量参数表Word文档下载推荐.docx
《加工余量参数表Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《加工余量参数表Word文档下载推荐.docx(15页珍藏版)》请在冰点文库上搜索。
250〜315
注:
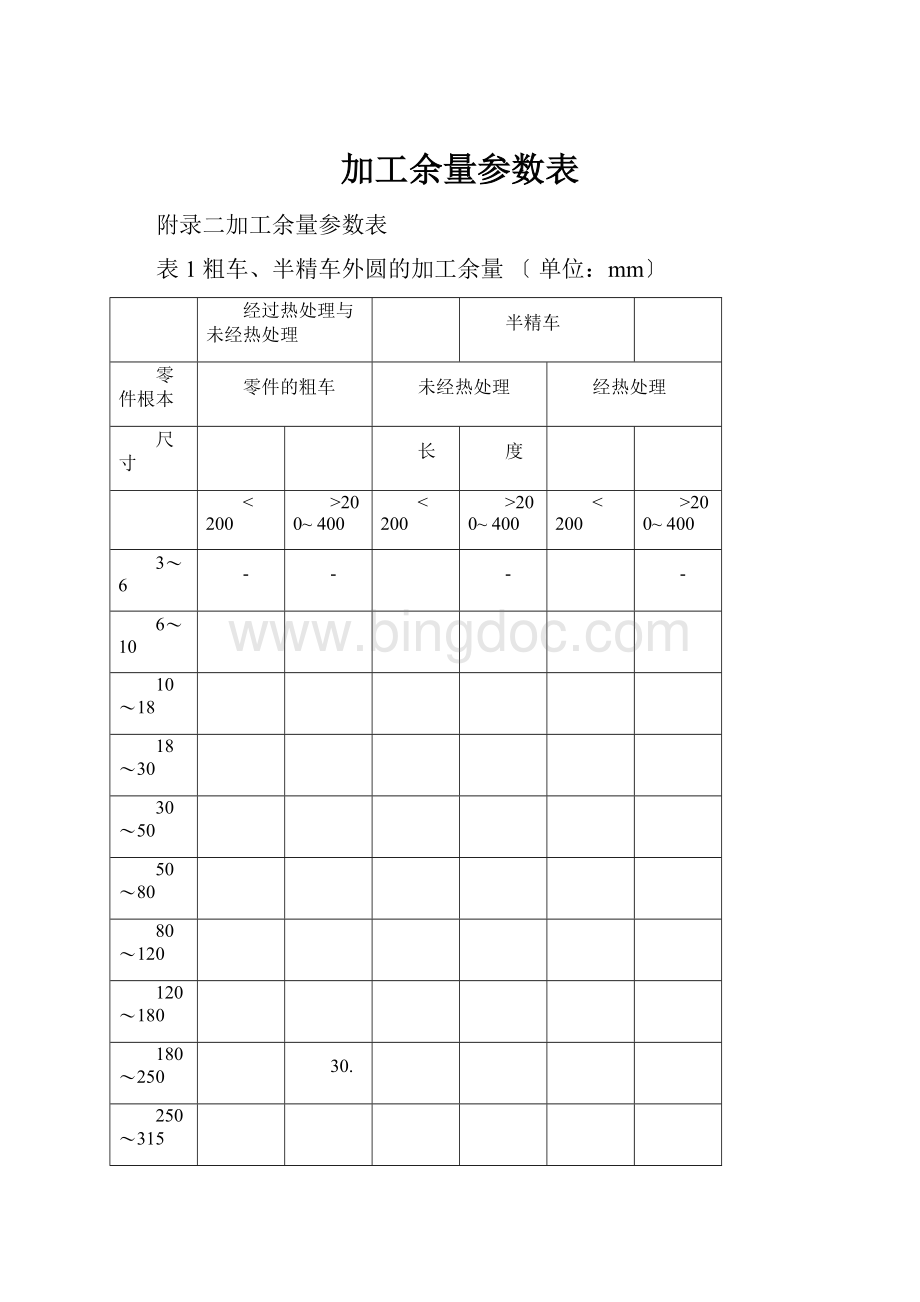
加工带凸台的零件时,其加工余量要根据零件的全长和最大直径来确定。
表
2精车外圆的加工余量
〔单位:
mr〕
零件
长度
L
轴的直径d
100
100〜250
250~500
500~800
800〜1200
1200〜2000
直径
余量
a
10--
10〜18-
30~50
50~80
80〜120
180〜260
260〜360
360~500
1.在单件或小批生产时,本表数值须乘上系数,并化成一位小数,如X=,采用〔四
舍五入〕。
这时的粗车外圆的公差等级为14级。
2.决定加工余量用轴的长度计算与装夹方式有关。
3.粗车外圆的公差带相当于h12〜h13。
表3磨削外圆的加工余量〔单位:
磨削性质
轴的性质
轴的长度L
100〜
250
250〜
500
500〜
800
800〜
1200
1200〜
2000
直径余量a
10
中心磨
未淬硬
淬硬
无心磨
10〜18
18〜30
30~50
50~80
360~500
1•在单件或小批生产时,本表的余量值应乘上系数,并化成一位小数,如X=,采用〔四
3.磨前加工公差相当于h11。
表4精车端面的加工余量〔单位:
零件直径d
零件全长L
18
18〜50
50〜120
120〜260
260~500
500
余量a
30
30~50
260~500
长度公差
1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的d及零件的全长分别选用。
2.
表中的公差系指尺寸L的公差。
2.表中的公差系指尺寸L的公差。
表6按照基孔制7级公差〔H7〕加工孔的加工〔单位:
加工孔
的直径
直
径
钻
用车刀
镗以后
扩孔钻
粗铰
精铰
第一次
第二次
3
3H7
4
4H7
5
5H7
6
6H7
8
8H7
10
10H7
12
12H7
13
13H7
14
14H7
15
15H7
16
16H7
18
18H7
20
20H7
22
22H7
24
24H7
25
25H7
26
26H7
28
28H7
30
30H7
32
32H7
35
35H7
38
38H7
40
40H7
42
42H7
45
45H7
48
48H7
50
50H7
60
60H7
70
70H7
80
80H7
90
90H7
100
100H7
120
120H7
140
140H7
160
160H7
180
180H7
1.在铸铁上加工直径到15mmB勺孔时,不用扩孔钻扩孔。
2.在铸铁上加工直径为30到32mm的孔时,仅用直径为28与30mm的钻头钻一次。
3.用磨削作为孔的最后加工方法时,精镗以后的直径根据表1-23查得。
4.
1—24查得。
用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表
5.如仅用一次铰孔,那么铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
表7按照基孔制8级公差〔H8〕加工孔的加工
mr〕i
第一次第二次
铰
3H8
4H8
5H8
6H8
8H8
10H8
12H8
13H8
14H8
15H8
16H8
18H8
20H8
22H8
24H8
25H8
26H8
28H8
30H8
32H8
35H8
38H8
40H8
42H8
45H8
48H8
50H8
60H8
70H8
80H8
90H8
100H8
120H8
140H8
160H8
180H8
2.在铸铁上加工直径为30、32mm勺孔时,仅用直径为28、30mm的钻头钻一次。
4.用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表1-24查得。
表8磨孔的加工余量〔单位:
孑L的直径d
零件
性质
磨孔的长度L
磨前
公差
IT11
50
50~100
100〜200
200〜300
300~500
直径余量a
1.当加工在热处理极易变形的、薄的轴套及其他零件时,应将表中的加工余量数值乘以。
2.如被加工孔在以后必须作为基准孔时,其公差应按7级公差来制定。
3.在单件、小批生产时,本表的数值应乘以,并化成一位小数。
例如X=,采用〔四舍
五入〕。
加工性质
加工面宽度
加工面长度
余量a
公差〔+〕
公差〔+〕
粗加工后精刨或
精铣
300
300〜1000
1000〜2000
2
精加工后磨削,
零件在装置时未
经校准
精加工后磨削零
件装置在夹具中
或用百分表校准
刮
1•如几个零件同时加工时,长度及宽度为装置在一起的各零件长度或宽度及各零件间的
间隙之总和。
2.当精刨或精铳时,最后一次行程前留的余量应?
。
3.热处理零件的磨前加工余量系将表中数值乘以。
4.磨削及刮的加工余量和公差用于有公差的外表的加工,其他尺寸按照自由尺寸的公差
进行加工。
5.公差系根据被测量尺寸制定。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 加工余量 参数表
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
XX种畜牧草良种繁殖场反季节蔬菜种植加工项目商业计划书报批稿.docx
-
《3D三维模型与动画》教学大纲.docx
 教师法解读.pptx
教师法解读.pptx
-
《单片机与接口技术》实验指导书王玉琳.docx
-
《废电池与环保》综合实践活动学生成果展示交流稿.docx
-
《第2节弱电解质的电离盐类的水解》知识归纳与练习.docx
-
《教育研究方法》期末知识点超全汇总.docx
-
《大学英语1新视野1》0315考前辅导.docx
-
《解方程》教案.docx
-
《经济学原理》第十二章 税制的设计.docx
-
《全民健身指南》.docx
-
《建筑材料与检测》课程标准.docx
-
1生产经营单位生产安全事故.docx
-
《源远流长话云南》四年级上册教案.docx
-
《人地思想关系的演变》直面环境问题教学设计.docx
-
《庆兔兔日记》2146爷爷奶奶来了.docx
-
005coco2324临时用电方案.docx
-
《增值税纳税申报表》填表说明.docx
-
17高考学生英语作文错误100例.docx
