 旅游观光车场内机动车涂装工艺Word下载.docx
旅游观光车场内机动车涂装工艺Word下载.docx
- 文档编号:7033559
- 上传时间:2023-05-07
- 格式:DOCX
- 页数:17
- 大小:28.58KB
旅游观光车场内机动车涂装工艺Word下载.docx
《旅游观光车场内机动车涂装工艺Word下载.docx》由会员分享,可在线阅读,更多相关《旅游观光车场内机动车涂装工艺Word下载.docx(17页珍藏版)》请在冰点文库上搜索。
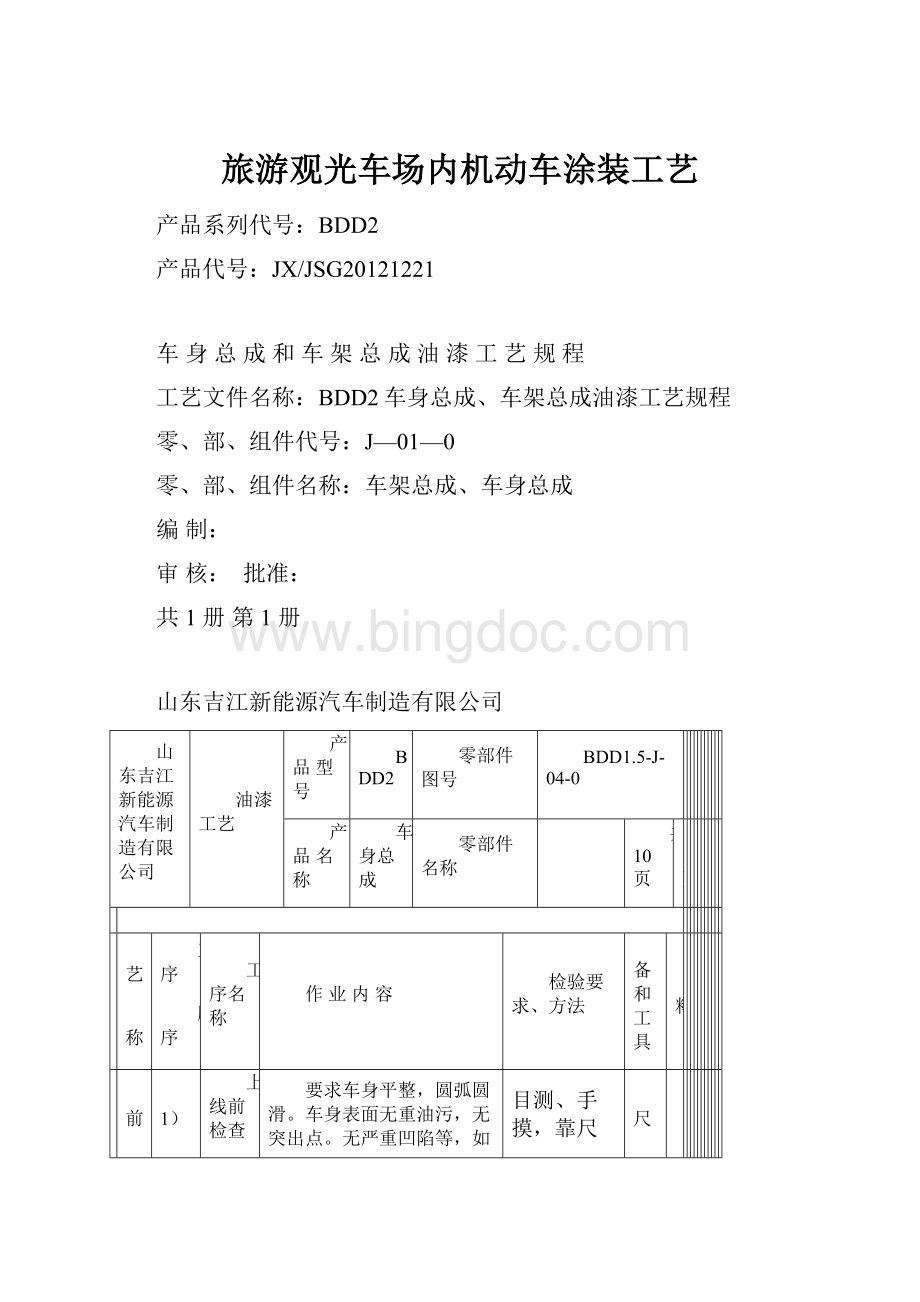
零部件图号
BDD1.5-J-04-0
产品名称
车身总成
零部件名称
共10页
第1页
序号
工艺
名称
工序
顺序
工序名称
作业内容
检验要求、方法
设备和工具
材料
1
漆前
处理
(1)
上线前检查
要求车身平整,圆弧圆滑。
车身表面无重油污,无突出点。
无严重凹陷等,如有问题,返回焊装车间修正。
车身顶棚应磷化。
目测、手摸,靠尺
靠尺
(2)
除油步骤方法1
用棉布蘸香蕉水檫除底材表面的的油污后马上就用棉布檫净香蕉水刚檫过的底材表面,直到所使用的棉布在底材上檫拭无污物为止。
用干净的棉布来回檫拭底材,棉布表面无污染
破布
香蕉水
(3)
除油步骤2表面活性剂除油
将QW-909中性油污清洗剂用水稀释100倍后加入工业洗涤剂3-5%或适量,用棉布蘸配好的除油剂去除车身表面的油污,然后用水清洗掉残留的洗涤剂,最后用干净的棉布檫干车体上的水份,自然晾干后进入下道工序。
QW-909中性油污清洗剂、工业洗涤剂
(4)
除锈打磨步骤
用钢丝刷或36#砂布打磨掉底材的锈蚀,要求全部的底材表面都有打磨过的痕迹,重点打磨的位置是前脸、前框、车门连接处的焊缝,、前后围圆弧处。
目测所有的底材表面都要求有打磨过的痕迹。
电动打磨机、
钢丝刷、36#砂布、
编制(日期)
校审(日期)
标准(日期)
批准(日期)
修改标记
处数
文件号
签字
日期
所有车型
第2页
漆前处理
(5)
喷底漆前的最后清理
1用压缩空气清除底材表面的污物,然后用棉布蘸底漆稀释剂檫除残留在底材表面的污物,檫除要向一个方向进行。
2.冬季施工时要用干棉布檫除车身上的水份或45-50℃烘干5分钟。
用干净的棉布来回檫拭底材,棉布表面无污染.
底漆稀释剂、棉布。
2
喷底漆喷水溶性防腐漆
车身喷双组份环氧底漆
施工黏度根据施工温度确定,当现场环境温度在25-35℃时。
用涂-4杯测量,漆的黏度为18-22秒,当现场环境温度在15-25℃时,用涂-4杯测量,漆的黏度应在20-23秒:
当现场环境温度小于15℃时,用涂-4杯测量,漆的黏度应在23-25秒。
配比按厂家说明书、配置好的漆必须放置10分钟后使用以便漆液充分熟化和消泡,喷漆前必须将漆用120目的过滤网过滤。
喷涂时要求喷枪用压缩空气的压力为4-5个大气压,喷枪枪嘴与被涂物面的距离应为20-40厘米,喷枪的移动速度为30-50厘米/每秒,喷涂时,喷枪扇面的压枪应保持在1∕2-1∕3之间均匀压枪。
采用湿碰湿工艺喷涂两遍,两遍喷涂间隔15-30分钟。
。
要求漆面均匀,无露底及流痕,底漆漆膜厚度干燥后不小于40μm。
干燥时间按厂家说明书或桶贴标识。
要求漆面均匀,无露底及流痕,施工黏度根据施工温度确定,漆膜厚度为30-40μm。
涂-4杯、喷枪。
香蕉水双组分环氧底漆、钢丝球、砂纸、布。
吉江汽车制造
有限责任公司
第3页
喷底漆、水溶性防腐漆
车厢内部喷单组份铁红环氧底漆,包括窗口、前、后挡风边框。
地板以下底架包括裙围以下部位喷黑色沥青防腐漆。
干膜厚度不小于30μm。
侧围内表面地板以上部位喷水溶性防腐漆(根据用户要求),厚度≥2mm。
质量要求:
喷涂均匀,各部位角落都喷到,不漏喷不流挂。
无流痕,颗粒,气泡,露底.。
涂氏杯、喷枪
底漆、稀释剂、固化剂。
3
刮灰
打磨
a刮原子灰前必须将干燥的底漆表面用自沾式180目砂纸打磨,并用压缩空气吹净磨尘..原子灰在开桶使用前必须用清洁的钢尺或钢条上下搅拌均匀。
收缩等,因此原子灰必须搅拌均匀。
c被涂刮的表面必须处理干净,要求无油污、锈蚀、水分存在,原子灰与固化剂的比例必须准确,按原材料的工艺要求做。
车顶要平直,圆角要圆,过度要圆顺,无棱角。
磨平、磨直,保持良好的几何曲面形状,过渡圆滑,分界面要清晰。
自制刮刀
干打磨机
原子灰、原子灰固化剂、自沾式180目砂纸。
第4页
简
图
作业内容
刮灰
(1)
d.刮灰前对底漆涂层进行检查看底漆有无干透,涂层是否均匀,有无漏喷等现象。
应确保底漆层干透、完好、无异物。
第一遍薄刮,然后刮至目标厚度。
等粗刮结束后,原子灰胶凝骨架形成后细刮,收光。
烘干或自干至干磨不粘砂纸后,才能进行打磨。
刮灰时不要将预留的打胶焊道堵上。
原子灰应完全固化。
附着力要强,无起泡、脱落现象。
要平整光滑无砂纸痕迹。
自制刮板
原子灰、原子灰固化剂。
干打磨
(2)
a.原子灰在未表干前不能水磨,因此时原子灰还在反应放热,若急于打磨,会造成热胀冷缩从而产生龟裂。
原子灰打磨时,注意不要将原子灰和底漆层全部.磨漏,如有磨漏并漏出基体的地方应立即用底漆刷涂。
磨后无明显砂痕,过渡圆滑,无死角、无野灰、无漏底。
气动打磨机,主要采用横向平移打磨法。
干打磨砂纸,规格:
240,400目
第5页
4
中涂
精补
干磨
喷中涂
(1)
1、首先将窗框止口用美纹纸贴护,以
避免油漆喷到止口上。
2、将顶棚圆弧焊缝处的打胶位置用纸胶带贴护好。
3喷中涂漆的操作方法与喷环氧漆的方法相同,按双组份中涂漆说明书规定,按环境温度、中涂漆粘度应调配适中,配置好的漆必须要放置10分钟,以便漆液充分熟化,并能使漆液中的气泡彻底挥发。
喷漆施工前必须用120目的过滤网将漆过滤。
喷涂均匀,不漏底,涂毕干燥10-15min后进烤房700C恒温烘烤40-60min或25℃、干燥24小时。
湿度过大或温度过低时、干燥时间适当延长。
涂层干膜厚度40-45um。
无流痕,颗粒,气泡,泛白,露底.。
气泵、喷枪,漆膜测厚仪涂-4杯、。
中涂漆
精补刮灰时不要将预留的打胶焊道堵上。
修正较大的缺陷,不平不直处,修平、修直时分界面要清晰。
在灯光下仔细观察并用手摸漆面
刮刀等,移动照灯
干磨(Ⅱ)
磨平除尘。
平整圆滑,无粗糙砂痕,无死角野灰
气动打磨机
打磨背绒砂纸,规格:
400目
第6页
干(水)磨
精修补砂眼
精修、精补。
找砂眼、细纹、眉
疤小坑等缺陷。
本道工序要精益求精,检查要仔
细,操作要仔细。
刮刀,灯光检查位。
可选
水磨(Ⅱ)
磨毕,用水冲洗,干燥,精磨、
整车无砂磨痕迹、无死角、
无野灰、无桔皮
500-800目
水砂纸
精磨、
目测
400目砂纸
第7页
5A
喷面漆
分色
面漆前处理
1、统观全车,整车清理,局部区域可再次精刮、精修。
2、喷房必须清洁,风道畅通,
3、检查气源:
把管道里的压缩空气对准一张白纸、观察白纸上有无水泡油滴,如正常,可进行喷面漆。
4、最后在喷面漆前将白色西卡胶均匀的打在焊缝处(注意:
打胶前一定要将要打胶的部位清理干净),打胶的厚度与焊缝一样平整或稍高于原子灰的平面即可,但要保证打胶的厚度≥2..5毫米、宽度≥30毫米。
1、甲组分:
乙组分=1:
3(以桶贴配比为准),加入30%左右专用稀释剂调稀至涂-4杯,25℃16-23秒(视气温而定),并用240目滤网过滤,静置15分钟后使用。
2、喷涂时要求喷枪用压缩空气的压力为4-5个大气压,喷枪枪嘴与被涂物面的距离应为20-40厘米,喷枪的移动速度为30-50厘米/每秒,喷涂时,喷枪扇面的压枪应保持在1∕2到1∕3之间均匀压枪。
要求漆面均匀,无露底及流痕,涂毕干燥10-15min后进烤房700C恒温烘烤40-60min或25℃、干燥24小时。
湿度过大或温度过低时、干燥时间适当延长,外蒙皮面漆漆膜厚度干燥后不小于40μm。
内表面不小于30um。
漆喷应光亮、平整,色彩饱满厚度均匀,无针孔桔皮,发花、气泡,光泽不良等缺陷。
喷房、烤房、喷枪。
涂-4杯、。
BU4面漆
第8页
烤面漆
表干5-10min后进烤房恒温700C烘烤40-60min。
严格控制温度和时间。
烤房
同喷面漆。
固化干燥后推出喷漆室。
要求分色处清晰,无苍蝇脚现象,无杂漆、混漆、毛边,边界线要平滑,直线左右一样。
补漆
同面漆
颜色同原漆
BDD1.5
BDD1.5-J-01-10
底架总成
第9页
第10页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 旅游观光 车场 机动车 工艺
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
师范生的实习报告.docx
-
义卖横幅写什么好.docx
-
公司财务人员新年工作计划.docx
-
施工委托书范本.docx
-
公司采购部上半年个人工作总结.docx
-
抑郁症的识别及护理复习题.docx
-
公司承包合同四篇.docx
-
疫情期间小学家长会班主任发言稿.docx
-
酒类产品包装物押金的会计处理.docx
-
建设工程疫情防控应急预案.docx
-
阴极保护工程施工组织设计方案.docx
-
实习工作总结范文集合七篇.docx
-
公司工作自我鉴定总结范文.docx
-
音频放大电路实验报告.docx
-
公司活动策划8篇.docx
-
银行服务三农经济工作总结.docx
-
建筑电气工程施工方案09342.docx
-
银行面试题与面试经验上.docx
-
开班仪式讲话稿通用6篇.docx
