 附录G 压力容器现场组焊用表Word格式文档下载.docx
附录G 压力容器现场组焊用表Word格式文档下载.docx
- 文档编号:7698760
- 上传时间:2023-05-08
- 格式:DOCX
- 页数:32
- 大小:53.77KB
附录G 压力容器现场组焊用表Word格式文档下载.docx
《附录G 压力容器现场组焊用表Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《附录G 压力容器现场组焊用表Word格式文档下载.docx(32页珍藏版)》请在冰点文库上搜索。
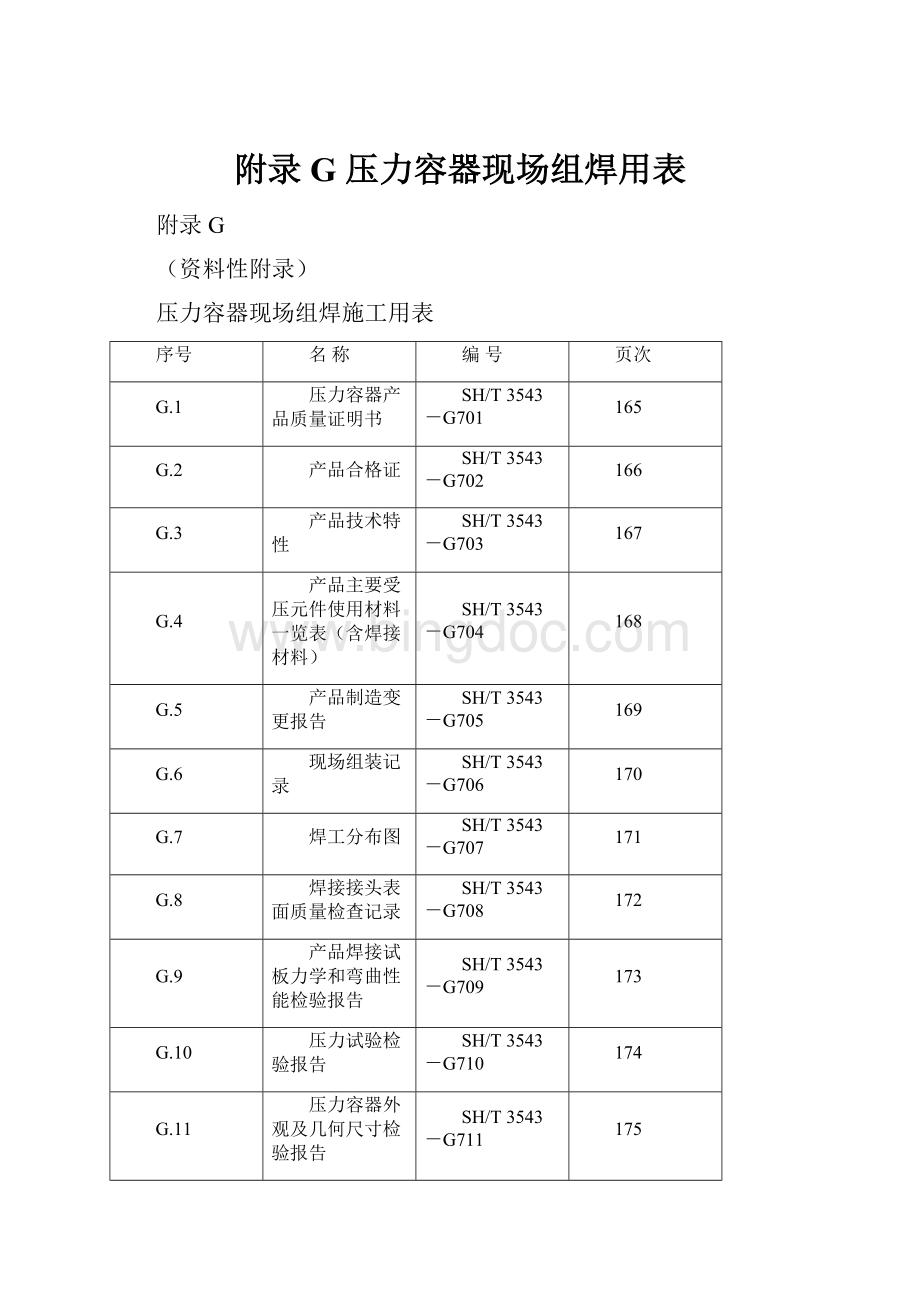
G.12
球壳板/支柱到货检验报告
SH/T3543-G712
176
G.13
球形储罐预制件检查记录赤道带/温带板
SH/T3543-G713
177
G.14
球形储罐预制件检查记录极板/极中板
SH/T3543-G714
178
G.15
球形储罐预制件检查记录支柱
SH/T3543-G715
179
G.16
球形储罐组装尺寸检查记录
(一)
SH/T3543-G716
180
G.17
球形储罐组装尺寸检查记录
(二)
SH/T3543-G717
181
G.18
球形储罐支柱检查记录
SH/T3543-G718
182
G.19
球形储罐焊后几何尺寸检查记录
SH/T3543-G719
183
G.20
设备热处理报告
SH/T3543-G720
184
G.21
设备开孔接管检查记录
SH/T3543-G721
185
SH/T3543-G701
压力容器
产品质量证明书
工程名称:
单元名称:
设备名称
产品编号
设备位号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用章
本表等同于容规附录三。
SH/T3543-G702
产品合格证
制造单位
制造许可证编号
设备名称
设备位号
类别
设计单位
设计批准书编号
图号
订货单位
产品编号
制造完成日期
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
质量总检验员签字日期:
(质量检验专用章)
本表等同于容规附录三
(1)。
SH/T3543-G703
设备名称
位号
产品编号
技
术
参
数
设计压力:
MPa
设计温度:
℃
工作介质:
最高工作压力:
MPa
结构型式:
容积m3重量kg
规格:
内径φmm壁厚mm总长总高mm
耐
压
试
验
耐压试验:
气密性试验:
补强圈焊缝密封试验压力MPa
无
损
检
测
无损检测方法仪器
图样规定无损检测比例%
单条焊缝实检测最小比例
焊缝总长A类焊缝m,B类焊缝m
实际无损检测长度A类焊缝m,B类焊缝m
增加检测比例口符合标准规定口无此项
施
工
依
据
设计标准
制造标准
现场组焊标准
无损检测标准
填表人:
日期:
年月日
审核人:
年月日
本表等同于容规附录三
(2)。
SH/T3543-G704
产品主要受压元件使用材料一览表
(含焊接材料)
设备位号
序
号
使用
部位
牌号
规格
生产
单位
炉批号
材料
入厂
标记
数据
来源
化学成分,%
力学性能
含氢量
弯曲试验
C
Mn
Si
P
S
下屈服强度ReLMPa
抗拉
强度
Rm
MPa
延长率
A
%
冲击试验V
弯曲
角度
°
弯轴
直径
D=a
温度
℃
冲击功
J
供应值
复验值
日期:
SH/T3543-2007
本表等同于容规附录三(3)。
SH/T3543-G705
产品制造变更内容:
本表等同于容规附录三(12)。
SH/T3543-G706
规格
组装方式
□立式□卧式
测量
外周长偏差
mm
上口水平度偏差
分段筒体
垂直偏差
筒体最大与最小直径偏差
方位
偏差
对口
间隙
错边量
角变形
允许值
实测值
允许
值
实测最大值
下口
上口
90
总体尺寸与形位偏差
0/180
90/270
筒体直线度
筒体总垂直度
筒体总长(高)度
检查结论:
施工班组长:
工艺责任师:
质量责任师:
SH/3543-G707
焊工分布图
制图:
焊接责任师:
SH/T3543-G708
检查方法
□肉眼□低倍
焊接接头编号
裂纹
气孔
夹渣
熔合性
飞溅
咬边
对接焊缝表面余高
对接焊缝
表面凹陷
角焊缝焊脚高
结论
检查日期
检查人
备注:
SH/T3543-G709
产品试板
母材
焊接材料
试板
热处理状态
试验报告编号
弯曲试验
试板代表产品编号
编号
代表
厚度
焊条
焊丝
焊剂
强度Rm
拉伸试样断裂位置
面弯
α=
背弯
侧弯
试验标准试验单位(公章):
检验结论
试验人:
理化责任师:
本表等同于容规附录三(4)。
SH/T3543-G710
试验种类
□水压□气压□气密性
试验日期
试验用水氯离子含量
mg/L
试压部位
试验介质
介质温度
℃
压力表
量程
环境温度
℃
精度等级
表盘直径
mm
检定日期
设计
要求耐压试验曲线
实际
耐压
试验
曲线
试验结论:
本产品经_______MPa试验,无渗漏;
无可见的异常变形;
无异常响声;
试验结论合格。
检验员:
监检员:
本表等同于容规附录三(11)。
SH/T3543-G711
外观及几何尺寸检验报告
检查项目
标准规定
实测结果
检查结论
1
产品□总长□总高mm
□合格□不合格
2
壳体内径mm
3
壳体长度mm
4
壳体直线度mm
5
壳体圆度mm
6
冷卷筒节投料的钢材厚度mm
7
封头成型后最小厚度mm
8
封头内表面形状偏差mm
9
封头直边纵向皱折深度mm
10
A类焊缝最大棱角度mm
11
B类焊缝最大棱角度mm
12
A类焊缝最大错边量mm
13
B类焊缝最大错边量mm
14
焊缝最大咬边深度、长度/连续长度mm
15
焊缝余高
单面坡口mm
双面坡口mm
16
焊缝外观质量
符合图样及标准
□符合□不符合
17
角焊缝质量
18
端盖开合及联锁
19
法兰面垂直于接管和筒体
20
法兰密封面质量
无径向贯穿伤痕
21
法兰螺栓孔与设备主轴中心线位置
□对中□跨中
22
支座位置与地脚螺栓孔间距
23
管口方位及尺寸
24
补强圈
25
主要内件位置及尺寸
26
容器内外表面质量
27
名牌安装位置及拓印图
28
标志、油漆
结论:
本产品经总体检验□不合格□合格
本表等同于容规附录三(5)。
SH/T3543-G712
制造厂
材质
容积
m3
检查项目
检查数量
合格数量
合格率
备注
球
壳
板
赤道带壳板几何尺寸
张
温带壳板几何尺寸
壳板坡口
极板几何尺寸
极板开孔
个
支
柱
支柱长度
根
全长直线度
支柱与底板垂直度
底板螺栓孔间距
与壳体相贯线
检测项目
检测比例
球壳板周边超声检测
球壳板球全面积超声检测
坡口表面检测
球壳板厚度检测
最小厚度
最大厚度
支柱全长直线度,实测数据□不符合□符合规范要求
支柱长度,实测数据□不符合□符合规范要求
球壳板厚度,实测数据□不符合□符合规范要求
球壳板周边超声检测□不符合□符合规范要求
球壳板全面积超声检测□不符合□符合规范要求
坡口表面检测□不符合□符合规范要求
专业工程师:
质量检查员:
SH/T3543-G713
球形储罐预制件检查记录
赤道带/温带板
执行标准
检查比例
张
项目
允许
偏差值
设计值
球壳板编号及实侧值
球壳板与样板间隙E
≤3
坡口钝边A
±
1.5
坡口深度t
坡口角度α
2.5
长度方
向弦长
L1
L2
宽度方
B3
B2
对角线
弦长
C1
C2
两条对角线间距h
带支柱
赤道板
支柱直线度
支柱轴线位移
支柱断口周长
检测部位示意图
外观检查:
SH/T3543-G714
极板/极中板
球壳板与样板间隙E
开孔处球壳曲率
直径D
检测部位示意图
管口编号
管口位置偏差
管口高度偏差L
法兰水平度
mm/m
径向
周向
SH/T3543-G715
支柱
根
支柱
支柱全长直线度e
支柱长度H
分段支柱断口周长
允许偏差
上段
下段
SH/T3543-G716


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 附录G 压力容器现场组焊用表 附录 压力容器 现场 组焊用表
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
关于农村信用社改革工作情况调研报告范文.docx
-
最新算法分析与设计复习大纲全.docx
-
最新学校年度工作总结精选工作总结文档六篇.docx
-
最新整理精装修工程施工组织设计方案doc.docx
-
作文必备.docx
-
管道安装安全交底.docx
-
光干涉甲烷测定器题库2.docx
-
广东省三校广州二中珠海一中中山纪中学年高二地理期中联考试题.docx
-
广告创意与文案写作教案.docx
-
混凝土购买合同样本.docx
-
广州市轨道交通四号线南延段工程.docx
-
机房搬迁及托管租赁项目要求 黄石公共资源交易中心.docx
-
滚塑产品质量问题及解决措施.docx
-
机要工作心得体会.docx
-
国家基本药物临床应用指南版答案 好医生.docx
-
哈尔滨三中东北育才大连育明天津耀华四校第四次高考模拟 理综 word版.docx
-
基于单片机C51的简单万年历设计.docx
-
行政村普查表填报说明.docx
-
吉大网考参考答案市政管理学.docx
