 工艺过程卡片Word文件下载.docx
工艺过程卡片Word文件下载.docx
- 文档编号:7962008
- 上传时间:2023-05-09
- 格式:DOCX
- 页数:16
- 大小:19.64KB
工艺过程卡片Word文件下载.docx
《工艺过程卡片Word文件下载.docx》由会员分享,可在线阅读,更多相关《工艺过程卡片Word文件下载.docx(16页珍藏版)》请在冰点文库上搜索。
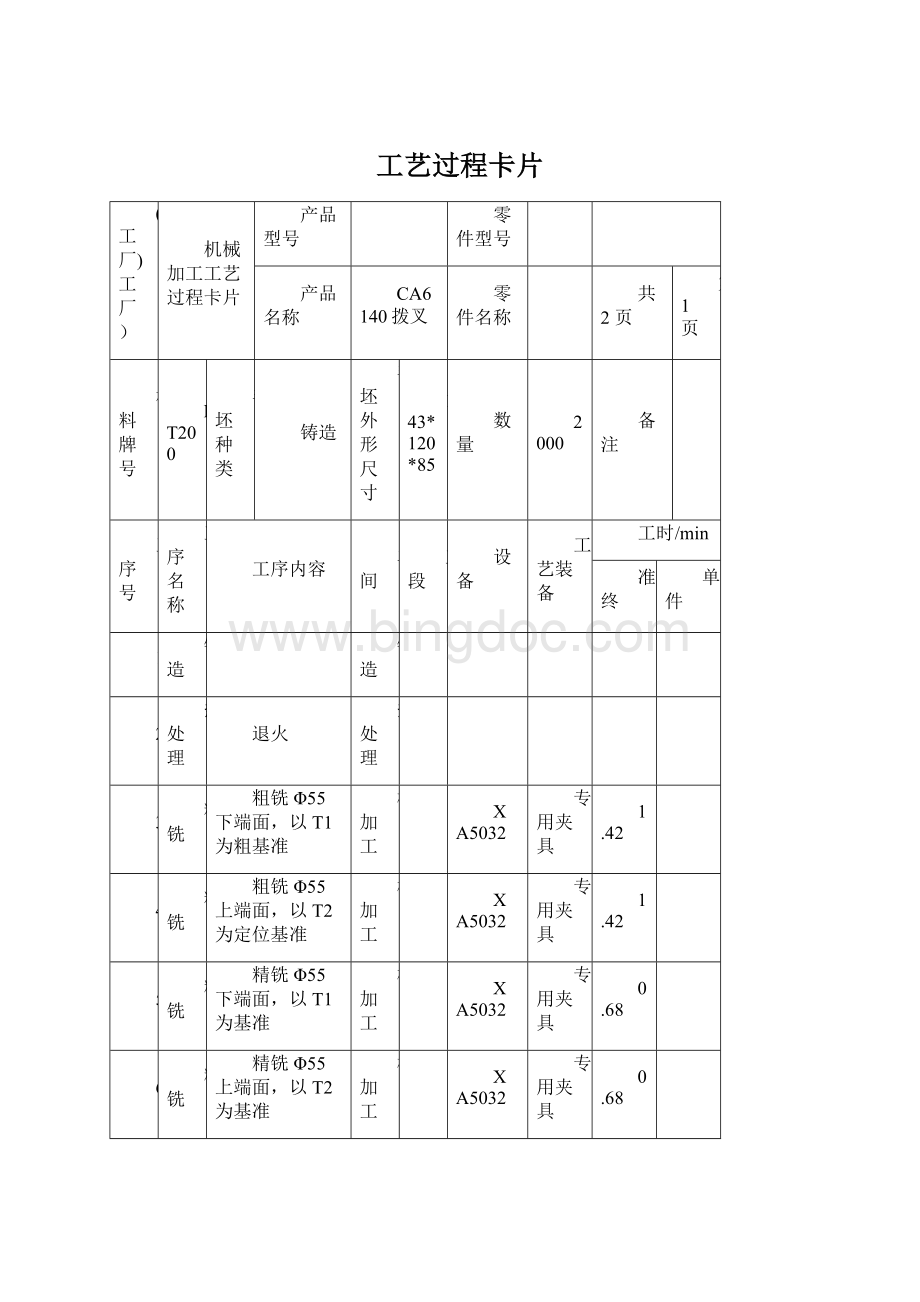
2000
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时/min
准终
单件
1
2
热处理
退火
3
粗铣
粗铣Φ55下端面,以T1为粗基准
机加工
XA5032
专用夹具
1.42
4
粗铣Φ55上端面,以T2为定位基准
5
精铣
精铣Φ55下端面,以T1为基准
0.68
6
精铣Φ55上端面,以T2为基准
7
钻
钻,扩,粗,精铰Φ30孔,以Φ55外圆和T2为基准
Z525
1.86
.
设计
(日期)
审核
标准化
会签
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
0001
共8页
第1页
(工序简图)
设备名称
设备型号
设备编号
同时
加工数
铣床
夹具编号
夹具名称
切削液
01
乳化液
工位器具编号
工位器具名称
工序工时
工步号
工步名称
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
XA5032、YG6硬质合金端面铣刀
300
118
1.2
会签
更改
第2页
8
镗
粗镗,半精镗Φ95孔,以D1为定位基准
T616
0.22
9
铣断
铣断,以D1为基准
10
铣
粗,精铣齿顶面
11
去毛刺
12
终检
检查工件尺寸,公差
共8页
粗铣Φ55上面,以T2粗基准
第3页
375
146
0.8
0.2
第4页
精铣Φ55上端面,T1为基准
第5页
钻床
02
钻Φ30孔,以Φ55外圆和T2为基准
Z525钻床、高速钢麻花钻
272
17
扩Φ30孔,以Φ55外圆和T2为基准
19
0.62
0.9
粗铰Φ30孔,以Φ55外圆和T2为基准
Z525钻床、高速钢铰刀
140
6.55
0.07
精铰Φ30孔,以Φ55外圆和T2为基准
8.2
1.5
0.03
第6页
镗削
镗床
03
022
粗镗Φ95孔,以D1为定位基准
T616镗床、YG6硬质合金镗刀
370
62.5
0.57
半精镗Φ95孔,以D1为定位基准
79
0.42
0.5
第7页
04
0.11
以ø
30m的孔为精基准,铣缺口
XA6132、高速钢细齿圆锯刀片
150
190
75.4
20
第8页
铣削
05
粗铣齿顶面
精铣齿顶面


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺 过程 卡片
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《篮球行进间单手低手投篮》教学设计.docx
《篮球行进间单手低手投篮》教学设计.docx
-
《饲料添加剂管理条例》知识竞赛试题及答案要点.docx
-
4 物理届高三上学期第一次月考物理试题.docx
-
08第二学期研究生英语.docx
-
31氧气的性质与用途个案教学设计.docx
-
0225变电安规二次题库474道.docx
-
1992年大学英语四级.docx
-
Arts 专项练习.docx
-
《两只鸟蛋》说课稿.docx
-
《孙权劝学》选择阅读带答案.docx
-
《在操场上》教学反思.docx
-
4VMware FT容错原理与配置详解.docx
-
8套专升本艺术概论试题.docx
-
17秋学期《食品安全与日常饮食尔雅》在线作业2.docx
-
3500词汇40篇文章.docx
-
AST中央企业班组长岗位管理能力资格认证三期模拟10300009.docx
-
GMC大赛手册中文版.docx
-
JAVELIN智能球机.docx
-
P1口语重点题型素材更新版.docx
-
QMS质量管理体系审核员真题精选.docx
-
U2t2学教设计.docx
-
XX公路施工组织设计建议书.docx
-
XX省XX县治安拘留所工程建设项目可行性研究报告.docx
-
yy政治知识汇总架构.docx
-
安全生产违法行为行政处罚汇编.docx
-
百度网站的商业运营模式和盈利模式分析.docx
-
保险经营管理重点.docx
-
北极星群和山东群倾情奉献高考题解析5重庆卷.docx
-
《内科学》教学大纲.docx
-
《小学生数学报》全册苏教版六年级下.docx
-
5湖北省三类人员电工试题.docx
-
10食品经营过程与控制制度.docx
-
昆明市注册登记表质量监督安全措施备案.docx
-
小学教师教学论文题目参考汇总.doc
-
小学教学常规检查方案.doc
-
施工质量管理体系和保证措施.docx
-
十百千万活动总结精.docx
-
石方路基试验段施工方案.docx
-
水库大坝工程基坑开挖施工方案.docx
-
税收筹划练习题.docx
-
四川省物价局建筑材料检测收费标准.docx
-
四年级下册数学第三单元测试人教新课标.docx
-
宋元文学史期末复习资料全面精致版.docx
-
速达3000财务软件操作说明.docx
-
汤姆索亚历险记练习题附答案.docx
-
岳阳工地施工方案Word下载.docx
-
山东省聊城市学年高二上学期期末生物试题Word格式文档下载.docx
-
人教版教材小学五年级下册《品德与社会》教案Word下载.docx
-
运营利用人性七宗罪打造完美互联网产品Word下载.docx
-
找春天小学作文精选15篇Word文件下载.docx
-
山东省烟台市高考适应性练习二文综Word文档下载推荐.docx
