 膨胀节验收资料.doc
膨胀节验收资料.doc
- 文档编号:7995371
- 上传时间:2023-05-12
- 格式:DOC
- 页数:5
- 大小:79KB
膨胀节验收资料.doc
《膨胀节验收资料.doc》由会员分享,可在线阅读,更多相关《膨胀节验收资料.doc(5页珍藏版)》请在冰点文库上搜索。
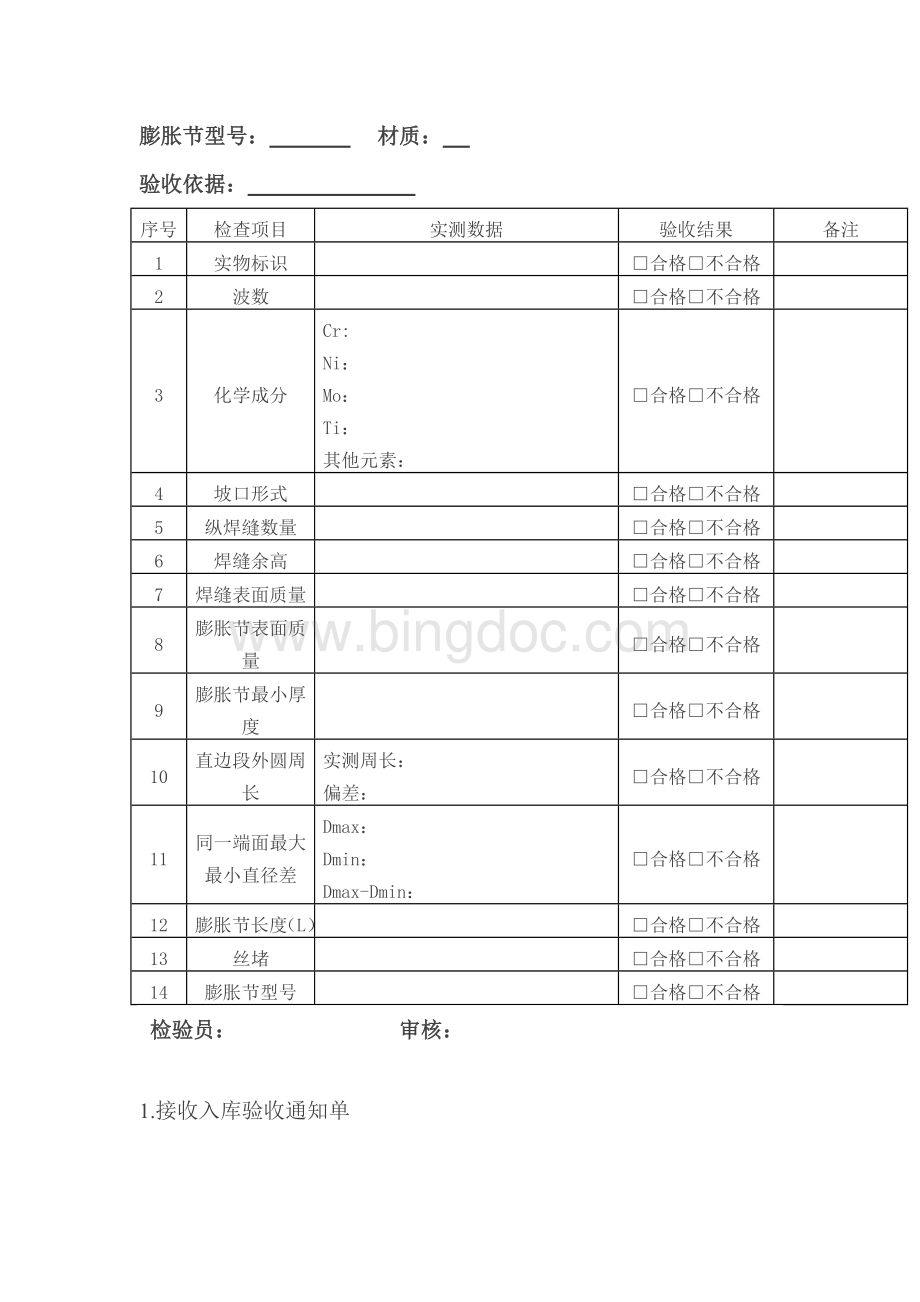
膨胀节型号:
材质:
验收依据:
序号
检查项目
实测数据
验收结果
备注
1
实物标识
□合格□不合格
2
波数
□合格□不合格
3
化学成分
Cr:
Ni:
Mo:
Ti:
其他元素:
□合格□不合格
4
坡口形式
□合格□不合格
5
纵焊缝数量
□合格□不合格
6
焊缝余高
□合格□不合格
7
焊缝表面质量
□合格□不合格
8
膨胀节表面质量
□合格□不合格
9
膨胀节最小厚度
□合格□不合格
10
直边段外圆周长
实测周长:
偏差:
□合格□不合格
11
同一端面最大最小直径差
Dmax:
Dmin:
Dmax-Dmin:
□合格□不合格
12
膨胀节长度(L)
□合格□不合格
13
丝堵
□合格□不合格
14
膨胀节型号
□合格□不合格
检验员:
审核:
1.接收入库验收通知单
1.1验收入库通知单内容是否齐备(包括:
验收标准、验收图纸、验收附加要求)。
1.2随验收入库通知单的附件是否齐备(包括:
质证书(监检证)、采购技术要求的其他附件(如膨胀节计算书)、暂无质证书是否提供相关手续)。
2.实物验收
2.1标识验收—验收方法目测
2.1.1设置内衬套的膨胀节应按6.8.3规定标明介质流向。
2.1.2膨胀节铭牌应包括以下内容:
a 制造单位名称和出厂编号。
b 产品名称以及型式代号。
c设计压力Mpa。
d 设计温度℃。
e 试验压力 Mpa。
f 波纹管管材料。
g 额定位移量和许用循环次数。
h膨胀节重量Kg。
i 制造日期。
2.1.3用合金分析仪检测材质。
2.2表面质量—验收方法目测
2.2.1波纹管采用整体成形,波纹管毛坯用钢板卷制不得有环焊缝。
2.2.2 HF型或HZ型单层波纹管允许板料分瓣焊接,拼焊的钢板不允许存在环焊缝。
2.2.3膨胀节对接焊缝和角焊缝应全焊透。
2.2.4波纹管采用整体方法成形时,纵焊缝条数参照表7-1的规定。
2.2.5板料分瓣拼焊半波整体冲压时,纵焊缝条数参照表7-2的规定。
备注:
波纹管无论采用何种方法成形,纵焊缝条数都应以最少为原则,并且相邻两条纵焊缝间距应不小于125mm。
2.2.6对接焊缝的表面应与母材平齐或者允许保留不大于波纹管名义厚度的10%均匀的焊缝余高,保留均匀的余高表面应与母材圆滑过渡。
内衬套的对接焊缝外表面应修平。
2.2.7焊缝表面的熔渣和飞溅物必须清除干净,并不得有裂纹、咬边、气孔、弧坑和夹渣等缺陷。
纵焊缝不应有错边。
2.2.8对接焊缝修磨处的厚度不应小于母材厚度。
角焊缝应有圆滑过渡至母材的几何形状。
2.2.9滚焊焊缝应全焊透,端口不允许有薄板层痕迹。
滚焊焊缝的宽度应不小于波纹管各层名义壁厚之和,且不小于4mm。
2.2.10层波纹管直边内,外表面母材处凹深痕迹不得超过波纹管一层名义厚度的40%,偏移量不超过焊缝宽度20%。
焊缝表面应为银白色,并不得有烧焦、击穿、裂纹、飞溅、焊疤等缺陷。
2.2.11波的形状应均一,表面不得有明显的凹凸不平和大于钢板厚度负偏差值的划伤及焊接飞溅物等其他缺陷。
2.2.12制造中禁止在非引焊部分引弧和避免钢板表面的机械损伤。
对严重的尖锐伤痕成形后应进行修磨,使其圆滑过渡,修磨范围内的斜度至少为1:
3。
修磨后的一层壁厚应大于波纹管的一层名义厚度减去钢板厚度负偏差差值,且修磨处的深度不超过波纹管一层名义厚度的5%,且不大于0.8mm。
膨胀节波形表面不许补焊。
2.3尺寸验收
2.3.1厚度检测:
成形后波纹管一层材料的实际厚度不得小于一层材料的名义厚度减去钢板厚度负偏差C1与成形减薄量C3之和的差。
备注:
成形减薄量不得超过波纹管壁厚的10%。
检测部位分别位于波峰和管端。
检具采用游标卡尺、超声测厚仪等。
2.3.2尺寸公差
2.3.2.1波纹管两端面应平行,并与中心线垂直,其垂直度公差不得大于波纹管波长的0.4%。
备注:
检具采用平台、直角尺等。
2.3.2.2波纹管两端面应同心,其同轴度公差不大于波纹管公称直径DN的0.5% ,且不大于2mm。
备注:
检具采用平台、直角尺等。
2.3.2.3波峰和波谷处应圆滑过渡,其曲线上不得有棱角。
2.3.2.4波纹管尺寸公差按7-6规定。
备注:
1波纹管直边端与设备筒体对接,内直径通过外圆周长控制。
2 波纹管波的长度l=nWmm。
3 波纹管长度L=nW+2L4。
检具采用卷尺、金属直尺、平台等。
2.3.3筒节(或端管)尺寸公差
2.3.3.1 选用无缝钢管式,其尺寸允许偏差按相应钢管标准规定;选用板材卷制是,内直径允许偏差通过外圆周长控制,其外圆周长允许上偏差为10mm,下偏差为零。
备注:
检具采用游标卡尺、卷尺等。
2.3.3.2 同一端面最大直径和最小直径之差应不大于公称直径DN的0.5%,且不大于表7-7规定。
备注:
检具采用卷尺等。
2.3.3.3 膨胀节长度LH公差不大于表7-8规定。
备注:
检具采用卷尺等。
3.软件资料(质证书)验收
3.1膨胀节出厂质量证明文件应包括产品合格证、质量证明书和安装、使用说明书。
至少包括以下内容:
3.1.1产品合格证。
3.1.2产品技术特性。
3.1.3产品主要受压元件使用材料质证书。
3.1.4无损探伤结果(评定方法见7.5)。
备注:
焊缝射线检测报告及探伤部位示意图、评片记录、渗透检测报告及探伤部位示意图等。
3.1.5压力试验检测报告。
3.1.6质量检测报告。
3.1.7产品铭牌复印件。
3.1.8产品竣工图。
3.1.9采购技术条件要求的其他检验项目结果报告。
3.1.10特种设备制造监督检验证书。
3.1.11容器设计文件(需要时)。
编制依据:
GB16749-1997、GB150-89、GB150.4-2011。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 膨胀 验收 资料
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
 红色精美二十届三中全会提出的新概念新观点新论断.pptx
红色精美二十届三中全会提出的新概念新观点新论断.pptx
-
第二章Z变换例题.ppt
-
语文基础模块上册第一单元教学课件-第6学时.pptx
-
医床医学临床护理医疗介绍医疗课件PPT模板.pptx
-
扁平化医院护理查房教学PPT模板.pptx
-
药品采购存储销售质量管理.ppt
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
分析报告范本Word文档下载推荐.docx
-
服装协会会刊创刊策划案3Word文件下载.docx
-
复习资料小微金融文档格式.docx
-
赣州高一下学期期末考试化学试题 解析版Word文档下载推荐.docx
-
钢丝网骨架复合管专项施工方案之欧阳学创编文档格式.docx
-
高级工及技师基础知识理论试题Word下载.docx
-
高考英语二模普陀区Word文档下载推荐.docx
-
高速公路房建工程验收备案表Word格式文档下载.docx
-
高一生物上学期期末考试试题及答案3Word文档格式.docx
-
高中生物 第一章 遗传因子的发现 第1节 孟德尔的豌豆杂交实验一学案无答案新人教版必修2Word下载.docx
-
高中英语学业水平测试语法分类Word文档下载推荐.docx
-
个人课题结题分析报告模板Word文档格式.docx
-
给老师的一封信1500字作文集锦Word文档格式.docx
-
工程管理论文教学楼工程施工质量控制Word文档下载推荐.docx
-
家乡的特色美食作文通用10篇Word下载.docx
-
监控组态软件存储罐液位监控系统文档格式.docx
-
简述计算机系统的主要组成及其主要功能Word文档下载推荐.docx
-
建筑材料教学设计教案Word文档下载推荐.docx
-
班主任与学生、学科教师和家长的交往沟通艺术PPT格式课件下载.ppt
