 塑料成型工艺及模具方案设计书.docx
塑料成型工艺及模具方案设计书.docx
- 文档编号:9035525
- 上传时间:2023-05-16
- 格式:DOCX
- 页数:10
- 大小:203.47KB
塑料成型工艺及模具方案设计书.docx
《塑料成型工艺及模具方案设计书.docx》由会员分享,可在线阅读,更多相关《塑料成型工艺及模具方案设计书.docx(10页珍藏版)》请在冰点文库上搜索。
塑料成型工艺及模具方案设计书
设计实例
塑料成型工艺及模具设计实例通过一个典型的塑料制品,介绍了从塑料成型工艺分析到确定模具的主要结构,最后绘制出模具的塑料注射模具设计全过程。
一、塑件的工艺分析
1.塑件的成型工艺分析
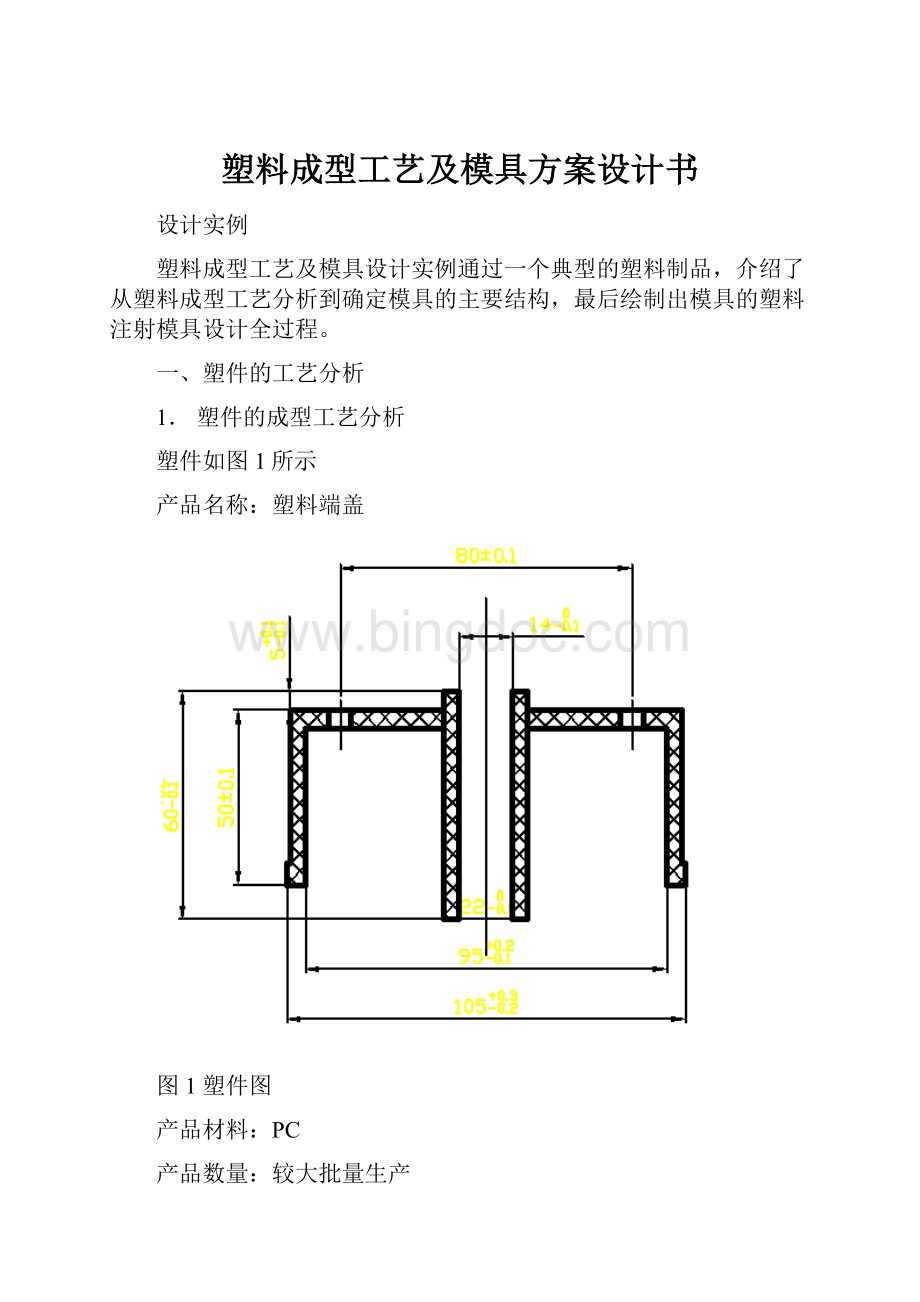
塑件如图1所示
产品名称:
塑料端盖
图1塑件图
产品材料:
PC
产品数量:
较大批量生产
塑件尺寸:
如图所示
塑件重量:
175克
塑料颜色:
白色
塑件要求:
塑件外侧表面光滑,下端外沿不允许有浇口痕迹。
塑件允许最大脱模斜度0.5°。
(1)塑件材料特性
PC聚碳酸酯是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性。
比重:
1.18-1.20克/立方厘米。
冲击强度高,尺寸稳定性好,无色透明,着色性好,电绝缘性、耐腐蚀性、耐磨性好,但自润滑性差,有应力开裂倾向,高温易水解,与其它树脂相溶性差。
无定形料,热稳定性好,成型温度范围宽,流动性差。
吸湿小,但对水敏感,须经干燥处理。
成型收缩率小,易发生熔融开裂和应力集中,故应严格控制成型条件,塑件须经退火处理。
(2)塑料的成型工艺参数确定
查有关手册得到PC塑料的成型工艺参数:
密度1.18-1.20克/立方厘米
收缩率0.5-0.8%
预热温度110-120℃,预热时间2~3h
料筒温度后段150°C~170°C,中段165°C~180°C,前段180°C~200°C
喷嘴温度180°C~2000°C
模具温度40°C~60°C
注射压力80~100MPa
注射时间20~60s,保压时间0~5s,冷却时间30~120s。
二、模具的基本结构及模架选择
1.模具的基本结构
(1)确定成型方法
塑料采用注射成型法生产。
为保证塑件表面质量,使用轮辐式浇口成型,模具应为单分型面注射模。
(2)型腔布置
塑件形状较简单,质量较小,生产批量较大。
所以应用单腔注射模具。
(3)确定分型面
塑件分型面的选择应保证塑件的质量要求,。
所示的分型面选择在轴线上,这种选择会使塑件表面留下分型面痕迹,影响塑件表面质量。
分型面选择在下端面,这样的选择使塑件的外表面可以在整体凹模型腔内成型,塑件大部分外表面光滑,塑件脱模方便。
因此塑件选择如图所示的分型面
图2分型面选择
(4)选择浇注系统
塑件采用轮辐式浇口成型,其浇注系统如图3所示。
点浇口直径为0.8㎜,点浇口长度为1㎜,头部球R1.5㎜,锥角α为6°。
分流道采用半圆截面流道,其半径R为3~3.5㎜。
主流道为圆锥形,上部直径与注射机喷嘴相配合,下部直径6~8㎜。
图3轮辐式浇注系统
1)确定推出方式
由于塑件形状为圆孔形而且壁厚较薄,使用推杆推出容易在塑件上留下推出痕迹,不宜采用,所以选择推管推出机构完成塑件的推出,这种方法结构简单、推出力均匀,塑件在推出时变形小,推出可靠。
2)选择成型设备
选用SZ-160/100型卧式注射机,其有关参数为:
额定注射量160/100㎝³
注射压力150MPa
理论注射容量160㎝³
锁模力100KN
模具闭合高度165~350㎜
最大开合模行程325㎜
喷嘴圆弧半径15㎜
喷嘴伸出量20㎜
拉杆间距345㎜×345㎜
2.选择模架
(1)模架的结构
图4模架
(2)模架安装尺寸校核
模具外形尺寸为长315㎜宽250㎜高3340㎜,小于注射机拉杆间距和最大模具闭合高度,可以方便的安装在注射机上。
三、模具结构、尺寸的设计计算
1.模具结构设计计算
(1)型腔结构
(2)型芯结构
(3)模具的导向结构
如总体装配图所示为保证模具的闭合精度,模具的定模部分与动模部分之间用导柱和导套导向定位
(4)推出机构
2.模具成型尺寸设计计算
取PC的平均成型收缩为0.5%,。
塑件尺寸如图1所示。
(1)型腔径向尺寸
模具最大磨损量取塑件公差的Δ/6;模具制造公差δz=Δ/3;取X=0.75。
(2)型腔深度尺寸
模具最大磨损量取塑件公差的Δ/6;模具制造公差δz=Δ/3;取X=0.75。
(3)型芯径向尺寸
模具最大磨损量取塑件公差的Δ/6;模具制造公差δz=Δ/3;取X=0.75。
(4)型芯高度尺寸
模具最大磨损量取塑件公差的Δ/6;模具制造公差δz=Δ/3;
(5)孔心距尺寸
3.模具加热、冷却系统的计算
(1)模具加热
一般生产PC塑料的注射模具不需要外加热。
(2)模具冷却
模具的冷却分为两部分,一部分是型腔的冷却,另一部分是型芯的冷却。
型腔的冷却是由定模板(中间板)上采用两条Ф10㎜的冷却水道完成,在型芯内部开有Ф16㎜的冷却水孔,中间用隔水板2隔开,冷却水由支承板上的Ф10㎜冷却水孔进入,沿着隔水板的一侧上升到型芯的上部,翻过隔水板,流入另一侧,再流回支承板上的冷却水孔。
然后继续冷却第二个型芯,最后由支承板上的冷却水孔流出模具。
三、模具主要零件加工工艺
四、模具总体装配图
1—动模座2—顶板3、7、12—螺钉4—推杆固定板5—垫块6—垫板
8—小型芯固定板9—型芯板10—垫块11—型腔板13—定模座14—浇口15—小型芯16—导套17—导柱18—推管19—型芯20—小型芯21—导套22—推杆


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 塑料 成型 工艺 模具 方案设计
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《赶海》的教学设计.docx
《赶海》的教学设计.docx
-
《谏逐客书》文言现象翻译默写选择阅读习题必修下册.docx
-
《05 》教学设计和期末教学论文.docx
-
《美丽心灵》的观后感.docx
-
《化学反应的快慢和限度》教案鲁科版必修2.docx
-
《数据库系统及应用》高教第二版习题解答.docx
-
《离子反应》教学设计.docx
-
《佘山银湖别墅》分阶段营销策略报告.docx
-
《外国小说欣赏》教学中阅读主体的缺失与重塑.docx
-
《电工基础》试题工程类.docx
-
《用人单位职工参加社会保险承诺书》.docx
-
06G1016陈青来解疑.docx
-
08版标准化就业经理.docx
-
10篇部编版小学语文三年级上册课内外阅读理解专项训练完整版含答案.docx
-
15MW风电机组运行维护手册.docx
-
27图形的相似全章导学案 1.docx
-
99TcmM IBI联合γ探测仪定位甲状旁腺瘤.docx
-
00642传播学概论笔记.docx
-
123402G05A29A0 认证产品元器件变更流程.docx
-
chapter 10 lg culture adn society for BA.docx
-
Dktifa托福听力讲座类高频专业词汇分类汇编.docx
-
ktv装修合同书.docx
-
Unit9Whatdoeshelooklike教案新版人教新目标版.docx
-
《邓稼先》《口技》课后题及答案.docx
-
《和氏献璧》教学设计.docx
-
《宿舍信息管理系统》需求分析说明书.docx
-
1教育学复习确定版10.docx
-
2万吨汽车配件制造项目可行性研究报告.docx
-
5 QTZ50塔式起重机安拆方案及多塔防碰.docx
-
9岗位职责.docx
-
19雾在哪里19雾在哪里.docx
-
42《水的组成》表格上课学习上课学习教案.docx
-
期货从业资格《期货投资分析》考前冲刺试题C卷 含答案.docx
-
企划部月工作计划表.docx
-
数通试题4.doc
-
福建省尤溪县汤川中学教师招聘考试和解析(备考必测)Word文件下载.docx
-
福建省漳州市南靖县教师招聘考试《教育公共知识》真题及答案解析Word文档格式.docx
-
什么路不能走Word文档下载推荐.docx
-
福建省漳州市诏安县教师招聘《教育理论基础知识》 真题及答案Word格式文档下载.docx
-
古乌兰察布市察哈尔右翼前旗上半年事业单位考试《医学基础知识》试题Word文件下载.docx
-
福州市晋安区医院《医学基础知识》招聘试题及答案Word文档格式.docx
-
黄岭小学督导问题整改台帐Word格式文档下载.docx
-
固安县国投集团招聘《综合基础知识》试题及解析Word文档下载推荐.docx
-
阜康市电网招聘专业岗位《会计和审计类》试题汇编Word文档下载推荐.docx
-
会计题库文档格式.docx
-
语文课标Word文档下载推荐.docx
-
富宁县事业单位招聘城管人员试题及答案文档格式.docx
-
机电工程习题集一Word下载.docx
-
市政工程施工组织设计方案Word文档下载推荐.docx
-
机械工业企业人事管理制度Word下载.docx
-
室外电气埋管施工方案Word格式文档下载.docx
