 模具材料规格Word文档下载推荐.docx
模具材料规格Word文档下载推荐.docx
- 文档编号:943473
- 上传时间:2023-04-29
- 格式:DOCX
- 页数:17
- 大小:29.07KB
模具材料规格Word文档下载推荐.docx
《模具材料规格Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《模具材料规格Word文档下载推荐.docx(17页珍藏版)》请在冰点文库上搜索。
4140
P20
420SS
P5
P6
O1
H13
A2
D2
250
455M
M2
BeCu
1.7225
1.2330
1.2083
1.2735
1.2510
1.2344
1.2363
1.2379
1.3343
42CrMo4
40CrMnMo7
X42Cr13
106WCr6
X40CrMoV51
X100CrMoV51
X155CrVMo121
S-6-5-2
30~35
59~61
58~60
58~62
49~51
56~60
56~58
50~52
46~48
60~62
28~32
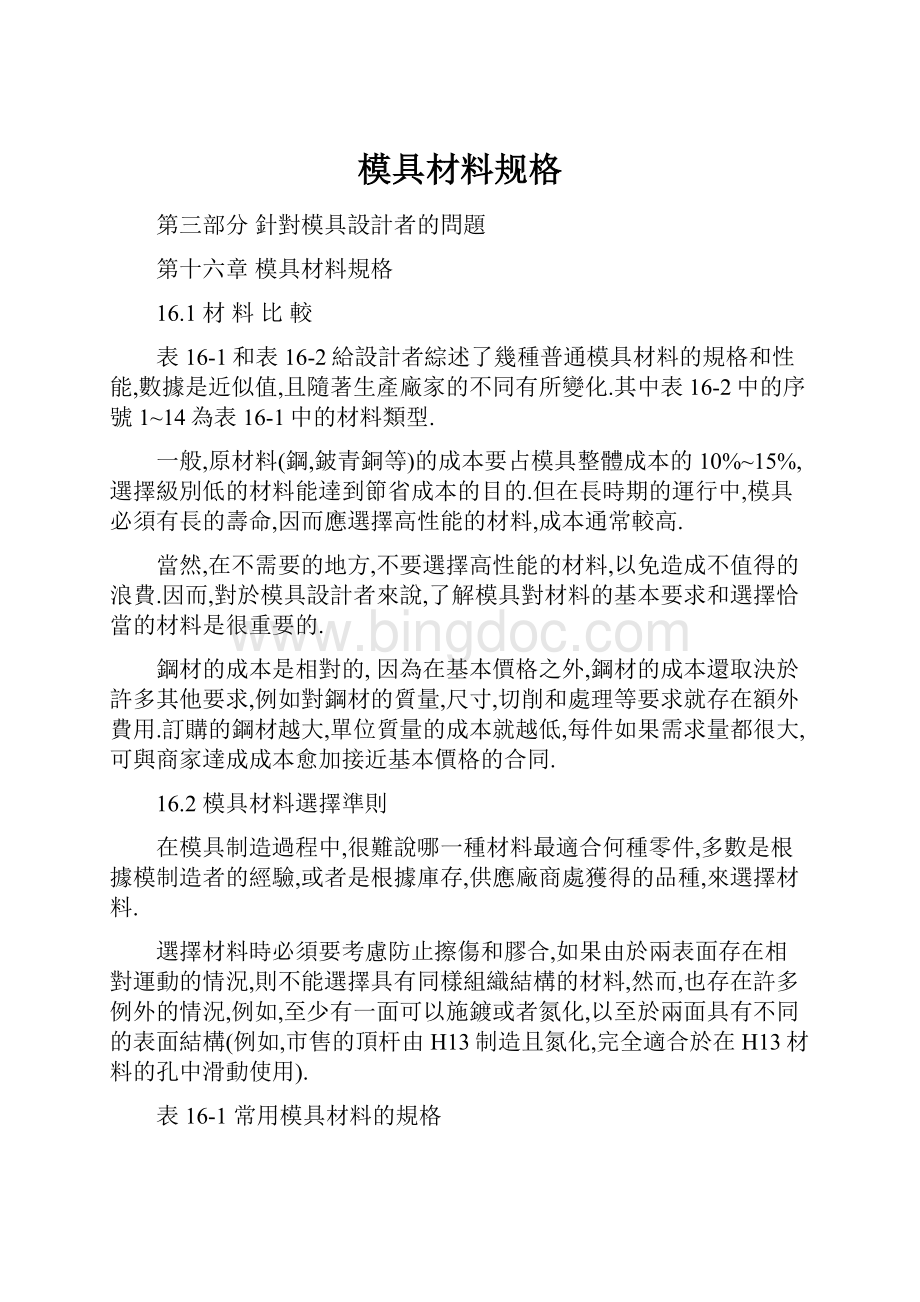
用洛氏”C”硬度等量數值與工具鋼的硬度作比較.
表16-3列出一些模具部件的優選材料,具有應用情況下推荐的硬度,熱處理(HT)和其他處理,且出據選擇理由的評價.表16-4提供了實際材料規格的比較.
在模具材料方面,廠家在一直不斷地研制開發,高性能的模具材料不斷出現.接連出現新材料,聲稱性能得到提高.如果這些材料有利於模具性能和壽命的增加,且更易於加工,成本低,應該對此深入探討,積極使用.當然,在被列入到標准模具材料之前,這些新材料的優異性能還得經過一段時間的實際驗證.
表16-2模具材料性能比較
(P=差,F=一般,G=好,VG=非常好,E=優秀)
性能
表16-1中的項目號
1
2
3
4
5
6
7
8
9
10
11
12
13
14
耐磨性
韌性
抗壓強度
熱硬性
耐蝕性
導熱性
銑削性
切削性
拋光性
氮化能力
可焊性
F
VG
P
G
E
EE
N/A
表16-3材料選擇指南
模具零件
材料和性能
評價和建議
模塊零件
模腔,模芯,鑲件,銷等
AISIH13
真空熔煉
49~51Rc
(2次回火)
AISI420PQ
真空脫氣
不銹鋼
(StavaxESR)
DievacTM
(AISIH13)
高速鋼
(CPMRexT15)
61~63Rc
(三次回火)
熱作模具鋼,淬透性好,韌性好,熱處理變形小,易於拋光,適合於細微部件成型
高耐腐蝕,耐磨性,拋光性好,用於腐蝕材料,例如PVC,PC,丙烯酸等塑料
適於拋光要求高(光學質量)的藥水瓶,petri盤等
適於小,長的模芯(例如試管)堅硬,不脆,成本低於硬質合金
續表
模腔鑲件
模芯鑲件
模芯蓋帽
模芯塞子
澆口鑲件
鎖圈
頸圈
帶有模塑面的滑塊
脫模圈
薄壁套筒
模板
一般用途
模具附件
吹氣銷,包括氣活塞,在模芯基部
凸輪
冷卻歧管
頂杆
氣活塞
支柱
夾條
滑軌
運動滑塊的止動銷
導柱
導套
提升杆
定位圈
惡劣條件的滑塊
隔板(低強度)
楔塊和磨損板
BeCu25
36~41Rc
SS型420
預先淬火
260~320BHN
BeCuB25
AISIA2
56~59Rc
(StavaxESRTM)
52~55Rc
AISID2
56~58Rc
58~60Rc
AISI4140
AISIP20
AISI420F-Mod
270~340BHN
RamaxSTM或
Thyroplast2316TM
AMPCO18TM青銅
AISIM4
62~64Rc
鋁合金6061-T6
工業標准
CRS
AISI1015或1020
38~40Rc
最佳熱傳遞,適宜快速循環模具和其他特殊部位的快速冷卻
見上述模腔,模芯
高耐腐蝕性,用於有水等腐蝕可能破壞斟准的地方,避免塞子的移動
最佳熱傳遞
如果澆口磨損成問題,需要更好的冷卻方案
高強度,耐磨性好大圈
較小的圈
通用
耐腐蝕
冷作工具鋼,良好的耐磨性,熱處理變形小,較低的成本
可代替上面的材料
冷作工具鋼,良好的耐磨性,韌性,熱處理變形小
韌性較好的材料,適於配合圈,抗震
精密部件,能承受嚴重磨損,穩定性好
良好的強度,對於一般用途成本低
同樣強度,成本比4140略高,應用於大空殼類零件,扭曲變形小
較高的強度,成本略高,好的耐腐蝕性加工性能與P20相同,熱處理后硬度可達40~42Rc
無潤滑耐磨性好
若滿足強度要求,即可用
有更大的力起磨損作用時,使用該材料
成本高
質量輕,易於加工
韌性可加工性,低成本,僅適於非鋼滑塊,對於鋼滑塊,需用磨損條
整塊夾條,高成本
與導柱相同
耐磨粒磨損,芯部韌性高
不熱處理
成本低,任何鋼都行
需要有AMPCO18TM青銅磨損墊;
或在低負荷時用尼龍6
質量低,易於加工
耐磨粒磨損性能高,熱處理穩定性好,韌性低,加工性差
16.3熱處理
熱處理(HT)本身是一門科學,它自有專家來處理.設計人員應該在最小的範圍內選擇鋼材,以避免許多熱處理問題,通常每一種鋼的熱處理情況都是不同的.在這方面設計者和熱處理工都只就要熟悉鋼種,大多數(不是全部)的模具制造者是靠外協來熱處理的.
有時兩種鋼,甚至是具有同樣的AISI號碼,可能要進行不同的熱處理,來獲得最佳性能.按照常規,設計者僅表明零件所需的硬度,而不必表示如何獲得.
然而,一些別的說明應標注在圖紙上,特別是當不同的熱自理方法能取得同樣的硬度時,例如,鋼的耐磨性和韌性可以通過二次或三次回火獲得提高,而硬度關不改變.對於特別用途,可以按鋼材制造者的建議進行.在熱處理工藝方法中,一次回火是最常用的,且最便宜.(回火指鋼經淬火后,再加熱到指定的溫度,然后以一定的冷卻速率緩慢冷卻的過程).
16.3.1消除應力
對於設計者應當特別注意,對于較大的和/或”形狀廳特的”(復雜)工件在粗加工后,都存在著變形的問題,即存在應力,設計者必須標明回火或其他方法,來消除應力.
16.3.2滲碳
鋼至少含有0.35%C,就能淬火硬化.低碳鋼和一些含碳量低于0.15%C的模具鋼,除了退火外,不能用作模具,原因是它們太軟.滲碳工藝即是在零件的加工表面滲入碳原子的過程,設計者不必考慮如何實施,只要規定滲層深度即可,一般,滲層深度為0.5~1.5mm,有時也可達2mm.
16.3.2.1滲層深度
滲碳的作用隨著滲層深度的增加而減小,熱處理后獲得的硬度也將隨之而降低.關於滲層深度,要注意以下問題.
在熱處理過程中,大的零件趨向於體積增加或(和)翹曲,這取決於它們的形狀.如果大尺寸工件(如大模腔)存在”拱起”現象,在最終的機加工前,一定要去除應力而減小熱處理中產生的扭曲.熱處理操作人員采取壓力校正的方法,盡可能恢復原來狀態,當然,這也需要操作人員相當的技巧.這也會產生新的應力,但能在隨后的磨削加工以至在模具使用中消除.在校直后,有可能避免另外的應力松馳,但是,這種方法是不可靠的,也不希望.
生產圖紙必須在熱處理前說明,工件應留有多大餘量,以至於熱處理后和磨削時,確保達到所需要的尺寸,這需要實際經驗和一些估算.
熱處理后的磨削可去除一些最硬的外層,對於大工件來說,必須首先保証達到所需尺寸,為此,最硬,有用的表層或金或少被去除,這就意味著,較小的工件,其形狀沒有扭曲很多,比大工件的滲碳時間短,成本低.
低碳合金鋼例如P5或P6相對比較軟,適合銑削,且易於加工,但是它們的極限硬度僅有30~40Rc.由於硬化的表面僅局限於滲層範圍內,鋼表層下面仍保持相對軟,因此,盡管表層硬度高達61Rc,零件在重切削力下比整體淬火鋼(硬度達50Rc),更易於加工.
16.3.2.2薄截面和螺紋局部滲碳
對於一模具零件來說,在其表面的某些區域要求硬,某些部分要求軟.滲碳前,將一些地方保護(防滲)以避免碳原子滲入,隨后的熱處理在這些地方則不產生硬化效果.需保護的地方須在模具圖紙上標出.
在工件薄截面的地方,滲碳則從暴露在富碳氣氛中的兩邊進行,如果這些截面非常薄(小于2mm),且滲層是1mm或多,這樣滲層貫穿整個截面,則無軟的心部支持硬的表面,熱處理后,這些區域整個變得硬而脆,從而失去了鋼表面硬化的吸引力.
滲碳工藝也應用於模具的螺紋零件,它們的截面通常很小,以致於在螺絲的側面間無軟的心部可留,螺紋變得太脆,很容易在工作過程中失效.因而,模具零件的螺紋在滲碳過程中應加以保護.
16.3.2.3為何一定使用滲碳鋼
選用滲碳鋼的主要原因是由於這些鋼經受住時間的考驗,而如今又無合適的模具鋼來選擇.再者,這類鋼加工簡單,相對便宜,可得到許多規格尺寸,具有極好的可拋光性,且非常適于要求耐磨性良好的場合,如導銷和襯套,或者凸輪,這些部分要求外表硬而耐磨,心部軟而有韌性,從而起到抗沖擊載荷的效果.
鑒於上述原因,推荐模具材料的表中略去了滲碳鋼,即便是許多(經常是大的)模腔和模芯都是由這類材料制造的.這類鋼的另外一個重要用途就是用於滾削(見32.1節).
在一般模具制品過程中,可用降低鋼材的成本來降低模具的成本.由於滲碳熱處理較高的代價,使得滲碳鋼良好的加工性很容易喪失(由於熱處理工序的增多,)且熱處理后增加了變形和大的合模和注射力作用下崩塌的風險.
16.3.3氮化
在這種熱處理方法中,硬化的工件被放置在一定溫度(500~5500C)和富氮氣氛中,氮原子滲入鋼的表面,形成了非常硬的(高達70Rc)氮化物.硬度的提高和表面晶體結構的改變,使得兩種相同的鋼,一個氮化處理,另一個沒有氮化,能夠發生相對滑動而不出現咬合.
注意工件必須有合適的硬度,如果基體材料軟,負載時氮化表層就會崩塌,這與表面硬化鋼類似.
一些合金很容易氮化,另外的則完全不能.氮化鋼,例如表中所列的AISIH13能夠容易進行氮化.重要的問題是,鋼應具備這樣一個特性,即在氮化溫度下它不能發生退火.
氮化層的深度可以通過控制鋼在爐內的時間來掌握,設計者應了解,0.3~0.5mm的深度需要30h,0.7mm則需要100h.顯然,在爐內停留時間越長,成本增加更多,0.3~0.5mm甚至再少些的深度,對於模具來說一般是足夠的.
當氮原子滲入時,鋼件表面有輕微的”腫脹”,在原始表面上形成了相對軟的一層,因此,工件的尺寸發生變化.這個”腫脹”很容易看作為白亮層,大約0.02~0.03mm厚且比較快,必須被磨掉以恢復到工件原始(精整)尺寸(圖16-1所示).
去除掉較軟的白亮層,不僅恢復工件原始尺寸,也顯露了白亮層下氮化表面最硬的一層.氮化層的硬度隨離表面距離增加而降低,或者說,氮化后磨掉的越多,氮化的硬化效果就越低.正如滲碳一樣,薄的截面和螺紋也要保護,防止兩面都氮化而脆性加大.
16.3.4火焰淬火,感應淬火
火焰淬火,就是利用氣體燃燒火焰直接對著需淬火的工件表面,鋼(至少含有0.35%C)一加熱到指定溫度(根據火焰下鋼的顏色來判定),然后噴水急冷,完成表面淬火,其他區域則達不到淬火目的.這種方法是粗糙的,不適合於模具零部件處理.火焰加熱還可利用來回火已淬火區域而達到規定的硬度.
對於感應淬火,工件(通常是圓柱狀或平板狀)在感應圈中心移動,當交變電流通過感應圈,即發生電磁感應,工件上產生非常大的感應電流而使表面迅速加熱,根據電流和工件與感應圈之間的間隙,可以准確地控制加熱溫度和硬化層深度.當工件通過感應圈加熱后,立即噴水進行均勻地冷卻,從而實現淬火,獲得所需求的表面硬化層,然后再通過感應圈時可實現回火.
感應加熱方法是相當精確的,且成本不貴,對於那些直的,對稱的零件(如定位銷)使用滲碳處理,也可用感應加熱表面淬火.設計者必須規定所需硬化層深度.在大多數情況下,0.8~1.0mm的深度足夠,感應加熱淬火還沒有用於模腔表面的零件.
16.4模具精整
16.4.1模具表面精整
所有模具零件上都必須標明所需精整的規格和附加的精整要求,例如噴砂,蒸汽珩,磨布輪拋光等.表16-5列舉了許多工業精整類型和相關的加工方法及典型應用.
16.4.2模具表面精整符號
即使僅有一個或幾個地方需要精整說明,也必須用符號和標注來表示精整,而不是在那些區域直接寫上說明,如圖16-2所示.
如果零件有幾處需要精整說明,要精整的每個表面只需一個符號指出.設計者給出符號的形狀,符號的意義在標注中解釋.典型符號見圖16-3,沒有標准意義附加在這些符號上,只有每次使用時在圖紙上加以解釋.別的形狀的符號也可用,只要標注清楚哪個表面需精整.
16.4.3特殊結構
像籃子編織圖案,皮革的粒面等一樣的織構是供應商制成的,模具表面的織構是通過化學蝕刻方法將表面部分材料去除而形成的.織構已有規定的標準,由名稱和代碼來標定.除非它是明顯的.否則,設計者必須要規定織構的面積範圍,以及表明織構的應用深度.
如在產品圖上沒有恰當地表示好,圖16-4清楚地反映出什么樣的結果.圖16-4(A)中,制品的高度h包括織構,(B)中,h包括織構和制品的高度.由於織構的深度(或高度)通常是0.05~0.1mm,甚至多些,蝕刻深度的錯誤標定就會影響到制品的高度和重要的外觀,會導致模具零件的報廢.
注意:
蝕刻過程起始於模具零件的表面並深入鋼材內部,深度必須標注清楚,要麼標注出尺寸線如圖16-4所示,或者用注釋作織構的詳細說明.
16.4.3.1EDM加工織構
對於織構或是其他任何模型,都有補加工成進行電火花加工的電極,這個電極能滿足模具表面所要求的精整.在電火花加工過程中,電極深入到模具鋼(通常已淬過火)中.
16.4.3.2EDM精整
用光滑的電極靠近相配的工件光滑面,就可以進行精整.在整個與電極接觸的區域產生均勻的精整.精整的晶粒大小通過控制使用的電流強度掌握.要規定和檢查精整的程度,可使用VDI(德國工程組織)頒布的切片比較(圖16-5),這種方法雖具有主觀影響,但是對於大多數應用還是滿意的.
16.4.4噴砂和蒸汽珩磨
這種方法精整是用於機加工和熱理之后的,使得無光澤的表面達到模塑面要求.在垂直或接近垂直的模塑面,這樣的粗糙度會阻礙頂出.
對於低密度聚㆚烯(LDPE)和少數其他塑料(例如聚氨基甲酸酯PU等)的產品,頂出實際可通過模具表面的一定粗糙度來加以改進.如果需要亮面,在噴砂之后還要擦光.這樣的粗糙度使用過程中會被磨掉,所以必要時模具也要表面粗糙化處理,以保証作業時不出現頂出問題.
16.4.4.1噴砂
四個等級的氧化鋁(磨料)是噴砂時常用的,分為#80(最粗),#120,#180和#240(最細),別的一些級別也有使用(噴砂被固定用來清理熱處理留下的氧化皮).
16.4.4.2蒸汽珩磨
使用”蒸汽”術語確實用詞不當,因為不涉及蒸汽.用一個手持噴管將非常細的”玻璃粒”吹打到模具表面,采用552~689kpa壓力的壓縮空氣,整個過程賃視覺來控制.當整個表面呈現無光澤時,這個過程即結束.需要處理的地方須在圖紙上明確標出(尺寸範圍).
16.4.5拋光和擦光
拋光是借助於介質和工具,通過帶到工件上的自由磨粒作用,使金屬去除的方法.這些方法之間的差距僅在於去除的程度.
拋光過去需要一定的技藝,操作者花上數小時,對模具的零部件進行手工拋光.如今,很多是由機器來完成的,僅有少數零部件,由於形狀復雜,不能在機械拋光設備上完成,而采用手工進行.
一般來說,拋光機和研磨機可獲得較規則的(較細小,平的或圓柱形的)表面,要是采用手工精整的話,特別是那些不熟練的操作者,容易造成表面波紋程度加大,甚至給原先平直並不粗糙的表面也增加了波紋.
16.4.5.1拋光的原因
拋光的幾條理由列舉如下:
拋光可以使產品獲得特別的光學性質,當光束照射到其壁上(petri盤,管形瓶,CD盤和鏡子等)任何不平或波浪的地方都會造成光束畸變,因而造成產品性能變差.
拋光可以提高產品的外觀質量.對於塑料模具來講,這是最起碼的要求.然而,應當注意外觀常常是指可見的外部,對於產品可見(非正常)的內部(模芯)則不必拋光,而且,精整未必比產品在模具中易於頂出更重要.
另外:
對於透明的塑料制品,內部精整的狀況會影響到外部的外觀,內部必須如產品的外部一樣進行精整.
拋光會有利於頂出.這一般指模芯,包括側型芯.在有些情況下,產品上有模腔深槽形成的凸起(筋等)和(或)規定的脫模斜度較小,模腔也必須拋光以便于頂出(見下述拉拋).
拋光可以避免產品應力升高,一般在磨削過程中會在淬硬鋼模中形成尖銳的鋸齒或拐角,將會增加應力集中引起破壞的危險.這樣的拐角必須被拋光以去除尖銳的”鑿口”,參閱十八章,可獲得詳細說明.
16.4.5.2拋光的成本
即便是提高拋光過程的機械化程度,仍然需要很長時間來”精整”模具.圖16-6圖解說明了精整質量與所需時間的關系.
由圖16-6可知,最佳(理想)的精整耗費時間無限長,一般情況下,拋光時間取決於操作者技巧,精整質量,操作順序以及被拋光材料的質量和硬度.
通常,機加工過的表面可以完全適合產品的外觀和頂出要求.設計人員應當規定最小精整程度,並且使模具每個零部件的加工都和產品要求相適應,因此經常采用精細磨削或EDM加工表面,太精細的精整會使成本大為增加,反而不可取.過度拋光實際上破壞了原先的平面,使較軟的表面區域產生波紋,這稱為”桔子脫皮效應”.
16.4.5.3拉拋
在與頂出方向成直角方向上的旋轉加工(碾磨和研磨),表面產生的脊起(溝槽),對於頂出則產生嚴重的問題,在有深槽的地方甚至會阻和破壞塑料件成型,這個問題必須通過在可能產生這些問題的模具零件上沿頂出方向的拋光來解決.普通的拋光只能抹平脊起,波紋仍然存在,仍會影響頂出.
拉拋影響模具性能,具有最小斜度的模具表面的圖紙上必須規定采取拉拋,附加產品規定的精整.
16.4.5.4金鍘石磨料
拋光是借助於介質或工具,使帶到工件上的磨料產生作用而使金屬分離的過程.磨料的介質常用金剛石磨料,用篩孔尺寸來劃分其級別,表16-6列了常用拋光的磨料尺寸.
擦光分為兩步,首先是”切削”,通過去除表面缺陷或劃痕,使表面精制,從而獲得相對平滑的表面.第二步是”著色”,切削過的表面進一步精制,產生最大的光澤.金剛石磨料在不同工具情況下的嵌入情況如圖16-7,圖16-8表示了各種磨斜同一起返回的工作過程.
表16-6拋光磨料尺寸
磨料(no)
最終操作
範圍(μm)
篩孔近似值
色澤
15
高級精整
超級精整
鏡面精整
高級拋光
精密精整
0~2
2~4
4~8
8~12
12~22
14000
8000
3000
18000
1200
白
黃
橙
綠
藍
表面材料的去除量取決於植入”工具”中磨料的尺寸.當磨粒切削時,它們旋轉,然后從結合帶松開到后部,並且隨金屬顆粒落下.磨粒植入比較硬的基體,例如木材,銅,鐵或鋼,在其脫落之前,使模表面去除更多,但是脫落的磨粒有可能使表面刮傷.
16.4.5.5測量粗糙度
粗糙度是表面凹凸峰元距其中心線的最大偏差量,用μm或μin來表達.圖16-9反映了模具零件表面的情況.表16-7則是μm和μin的換算表,換算規則是μm值除以0.0254等μinRMS量.
通常用


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具 材料 规格
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
无极县交通银行人员招聘试题及答案解析Word文件下载.docx
-
通川区电网招聘专业岗位《计算机类》试题汇编Word格式文档下载.docx
-
五常市住房城乡建设部信息中心招聘《计算机专业知识》试题汇编Word格式.docx
-
下半年辽宁省铁岭市开原市事业单位招聘考试真题及答案Word下载.docx
-
通州区胡各庄卫生院招聘试题含答案Word文档下载推荐.docx
-
五通桥区上半年事业单位计算机岗位专业知识试题Word文件下载.docx
-
下半年眉县农业系统事业单位考试《农业技术推广》试题汇编Word下载.docx
-
桐庐县电信公司招聘《行政能力测试》试题Word下载.docx
-
武冈市电信公司专业岗位《计算机类》试题及答案Word文档下载推荐.docx
-
托克逊县妇幼保健站上半年(卫生类)人员招聘试题及解析Word文档格式.docx
-
西安区电信公司专业岗位《计算机类》试题及答案(002)Word格式.docx
-
望城区电网招聘专业岗位《会计和审计类》试题汇编Word格式文档下载.docx
-
西藏阿里地区措勤县卫生健康系统招聘试题及答案解析Word文档格式.docx
-
乡镇政府年终工作总结范文与乡镇政府部门工作总结范文汇编doc.docx
-
国土局工作总结及工作计划总结.docx
-
湖北大学通识教育学院志愿者协会规章.docx
-
项目总岗位职责.docx
-
护士年终总结.docx
-
销售工程师个人工作总结.docx
